
une épreuve de qualification des soudeurs pour l'exécution d'assemblages soudés d'armatures en fers à béton.
1 - Principe du procédé de soudage
Le soudage à l'arc à l'électrode enrobée (SMAW /111) est réalisé à partir d'un arc électrique créé et entretenu entre l'âme métallique de l'électrode et le fer à béton.
L'énergie calorifique de l'arc fait fondre simultanément et très localement la pièce à assembler, l'âme métallique de l'électrode et l'enrobage pour constituer le bain de fusion et après refroidissement le cordon de soudure recouvert d'un laitier protecteur qui se détache plus ou moins facilement.
L'enrobage rutile de l'électrode fond avec un léger retard par rapport à l'âme métallique.
Un générateur électrique fournit un courant continu (de préférence) avec une intensité variant de 30 à 250 ampères en fonction de différents paramètres comme le diamètre de l'électrode, la nature de l'enrobage, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler.
La tension à vide du générateur (Uo) doit être comprise entre 40 et 80 volts.
2 - Matériels à utiliser pour le soudage de fers à béton par recouvrement
Le poste de soudage sera à courant continu afin d'avoir la meilleure stabilité d'arc électrique et de pouvoir sélectionner la polarité négative de l'électrode enrobée rutile
Le soudage à l'arc à l'électrode enrobée avec enrobage rutile du type EN ISO 2560-A : E 38 0 RC 11 est préférable pour obtenir de bons résultats au niveau des essais mécaniques de traction et pour une utilisation aisée sur le chantier
3 - Informations minimales contenues dans le DMOS
? nom et adresse de l'entreprise ;
? référence du DMOS ;
? référence du procès-verbal de qualification du mode opératoire de soudage;
? nom de l'examinateur ou de l'organisme d'inspection.
? norme de référence des armatures ou aciers soudés ;
? gammes de diamètres et de couples de diamètres d'armatures ou aciers concernés ;
? fonction des soudures ;
? type d'assemblage ;
? procédé de soudage ;
? opérations éventuelles de préparation des armatures ou aciers à souder ;
? conditions environnantes (atelier ou chantier) ;
? le cas échéant, caractéristiques du métal d'apport (codification, fabricant, type, etc.) ;
? le cas échéant, caractéristiques du cordon ;
? paramètres de soudage :
? type d'électrode ;
? intensité de soudage ;
? diamètre de l'électrode ;
NOTE
Les valeurs effectives (exprimées dans les unités appropriées) des paramètres de soudage peuvent ne pas être connues.
Il convient dans un tel cas, que les réglages des matériels utilisés (positions des sélecteurs) soient précisés.
4 - Soudage avec recouvrement
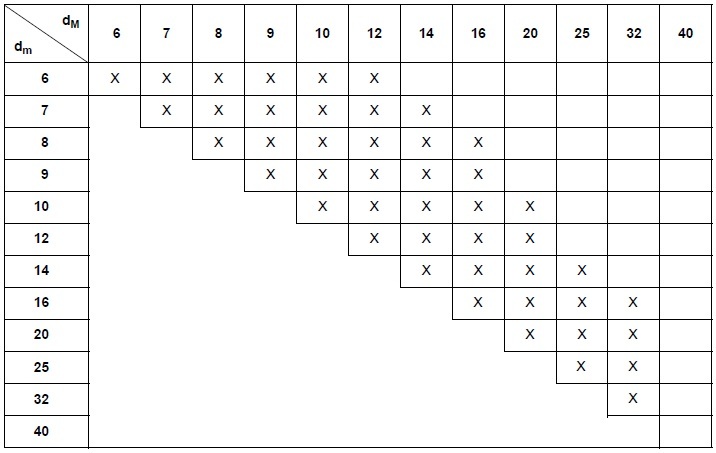
Trois assemblages de qualification sont réalisés :
? un couple correspondant à la somme minimale des diamètres assemblés de la gamme concernée,
? un couple correspondant à la somme maximale des diamètres assemblés de la gamme concernée,
? un couple correspondant au rapport minimal, arrondi à 0,1 près, entre le petit diamètre et le gros diamètre de la gamme pour laquelle la qualification est envisagée.
NOTE
Dans le cas où divers choix d'assemblages sont possibles, il convient de choisir le couple le plus fréquemment réalisé dans la pratique.
EXEMPLE
Si une qualification est envisagée pour la gamme de couples indiquée à savoir :
? une gamme de diamètres de 6 mm à 32 mm ;
? une somme minimale de 12 mm ;
? une somme maximale de 64 mm ;
? un rapport minimal de 0,5 entre le petit diamètre et le gros diamètre.
Les couples de soudage à retenir pour les assemblages de qualification peuvent être :
? pour la somme minimale : 6 x 6 ;
? pour la somme maximale : 32 x 32 ;
? pour le rapport minimal : 6 x 12 et 16 x 32.
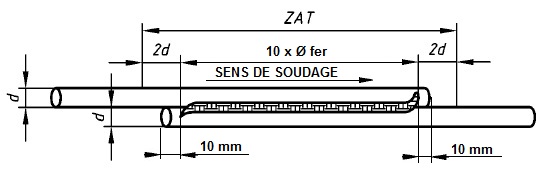
5 - Disposition des cordons sur les fers par recouvrement Ø <= 20 mm - FD A 35-029
Réaliser un cordon continu de longueur égale à 10 fois le diamètre du fer à béton pour les barres de diamètre inférieur à 20 mm
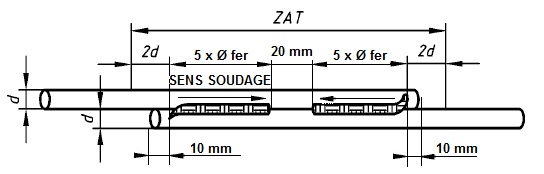
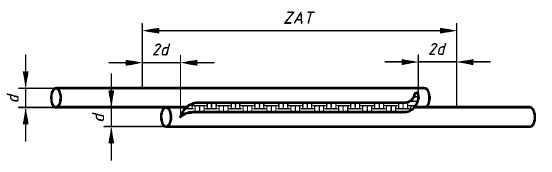
6 - Disposition des cordons sur les fers par recouvrement Ø > 20 mm - FD A 35-029
Réaliser deux cordons discontinus de longueur égale à 5 fois le diamètre du fer à béton pour les barres de diamètre supérieur à 20 mm séparés par un espace de 20 mm
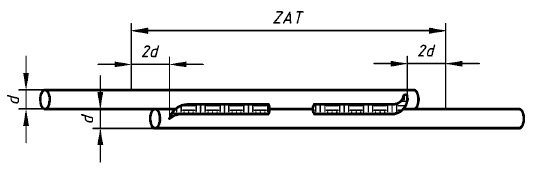
7 - Disposition des cordons sur les fers par recouvrement - EN ISO 17660-1
Les assemblages à recouvrement utilisant des soudures à recouvrement discontinues, effectuées d'un seul côté (flux de force asymétrique), doivent être soudés conformément à la figure ci-dessous.
Réaliser deux cordons discontinus de longueur égale à 4 fois le diamètre du fer à béton séparés par un espace de 2 fois le diamètre du fer à béton
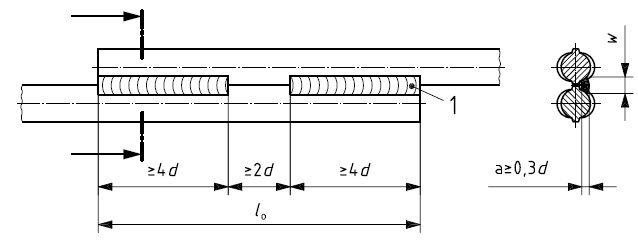
Légende
1 soudure
a gorge du cordon
d diamètre nominal de la plus mince des deux barres soudées
lo longueur totale du recouvrement
w largeur de la soudure
NOTE
Le soudage est également possible des deux côtés avec des longueurs minimales égales à 2,5 d.
Une estimation conservative de l'épaisseur efficace de la gorge peut être a ≈ 0,5 w.
8 - Opérations à pratiquer sur les fers par recouvrement
[*]Nettoyer les fers sur les zones de soudage avec une brosse rotative à poils torsadés durs en acier
[*]Positionner avec soin les fers pour qu'ils soient bien parallèles l'un de l'autre
[*]Amorcer toujours l'arc sur une extrémité libre du fer et souder dans le sens indiqué
[*]Souder chaque passe sans reprise sur toute la longueur du joint
[*]Éliminer correctement le laitier en surface et vérifier la température < 150°C avant de réaliser un nouveau dépôt
[*]Souder d'un seul côté des deux fers à béton
[*]Remplissez le chanfrein formé par les deux fers à béton
9 - Paramètres de soudage à appliquer sur les fers par recouvrement
| Diamètre des fers à assembler en millimètres | Ø 6 à 8 | Ø 10 à 14 | Ø 16 à 20 | Ø 25 à 32 | Ø 40 |
| Diamètre des électrodes enrobées | 2 | 2,5 | 3,2 | 4 | 5 |
| Intensité de soudage préconisée en ampères | 40-70 | 70-90 | 100-130 | 140-180 | 180-200 |
10 - Essai de traction des fers par recouvrement
L'éprouvette doit être suffisamment longue (prévoir au moins 30 x diamètre des fers entre mordaches de la machine de traction)
La rupture doit se situer en dehors de la zone affectée thermiquement par le soudage (ZAT) telle que définie par
les Figures .
Si tel n'est pas le cas, les critères suivants s'appliquent :
? la résistance à la traction de l'armature ou de l'assemblage est supérieure ou égale à 95 % de la résistance à
la traction effective de la barre témoin ;
? l'allongement total pour cent sous charge maximale (Agt) mesuré en dehors de la ZAT, conformément à la norme NF A 03-162 est supérieur ou égal à la borne inférieure spécifiée pour cette caractéristique par la norme de référence.
NOTE :
Les critères indiqués ci-avant s'appliquent pour l'armature de plus petit diamètre d'un assemblage soudé avec recouvrement comportant des armatures de diamètre différent.
11 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
12 - Quelques liens Internet utiles
13 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
14 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

