Cet article technique est rédigé par Jacques GOUBIN
1 - Introduction
Au sein d'importantes Sociétés, différentes organisations sont en place :
[*]Le service soudage indépendant, dont le chef de service hiérarchique est l'ingénieur soudeur.
[*]L'équipe soudage constituée sur le schéma décrit ci-après mais dont les membres peuvent appartenir au niveau hiérarchique à des services différents ; l'ingénieur soudeur à l'industrialisation, le technicien et le formateur au service méthodes et les moniteurs à la fabrication par exemple.
Les deux systèmes ont fait leurs preuves, mais il ne faut pas perdre de vue la constitution de l'équipe de soudage au niveau des compétences avec son organisation fonctionnelle claire et efficace, la plus importante par expérience.
Comme dans tout Team sportif, la faiblesse d'un des équipiers remet en cause l'équilibre de l'équipe car une partie de son travail doit alors être assurée par un de ses collèges qui peut être à son tour débordé
Il est important que des formations soient alors effectuées pour assurer les remises à niveau nécessaires.
2 - Les trois niveaux de compétence dans le soudage
La norme EN 719 ( pr EN ISO 14731 ) relative au personnel d'encadrement en matière de soudage laisse apparaître clairement trois niveaux de compétences que l'on peut rapprocher des reconnaissance européennes citées dans son annexe et délivrées en France par l'AFS.
[*]L'Ingénieur en soudage EWE ou IWE
[*]Le Technicien en soudage EWT ou IWT
[*]Le Spécialiste en soudage EWS ou IWS
Je rajouterai :
[*]Le Soudeur et le Soudeur-Opérateur
En effet à mes yeux les soudeurs font partie intégrante de l'équipe de soudage, ils sont , par la qualité de leur travail, le reflet du bon fonctionnement de l'ensemble de la Welding Team.
Chaque constructeur utilisant l'assemblage de pièces par soudage doit désigner un Coordonnateur en soudage responsable de la Qualité des assemblages soudés par son entreprise et si possible indépendant dans ses actes de la direction de l'entreprise ( coût ) et de la fabrication ( délais ).
Ce Coordonnateur devra disposer en fonction de la classe de qualité des pièces à réaliser, d'un niveau minimum de compétences en soudage afin de pouvoir assurer correctement certaines charges et responsabilités liés à sa fonction.
La norme NF EN 719 ( prEN ISO 14731 ) n'impose pas les reconnaissances européennes, mais il y est écrit que les personnes qui sont reconnues après examen EWE, EWT, EWS, IWS disposent des compétences pour réaliser les différents travaux décrits.
Toute personne, désignée par l'entreprise, peut prétendre à être Coordonnateur en soudage, mais celle-ci doit pouvoir justifier de ses compétences techniques, ceci peut être réalisé au travers d'un audit par exemple.
3 - L'organigramme de la Weld Team
Voici un organigramme fonctionnel type d'une Welding Team d'un important constructeur devant réaliser des soudures de classe de qualité 1 suivant NF F 01810 par exemple :
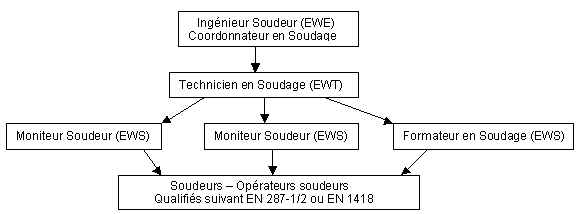
Ce schéma type a été repris par chacun des sites d'Alstom Transport Europe récemment certifiés suivant EN 729-2 et pour certains DIN 6700, et dans le cas ou un EWT assurait la fonction de coordonnateur, son niveau de compétence a été vérifié par l'organisme certificateur ( SLV allemand) par un audit de la personne.
Lors de l'audit de certification de l'entreprise il est bon de disposer de cet organigramme fonctionnel afin de bien pouvoir expliquer le rôle de chacun dans la mise en place de l'organisation de la qualité en soudage.
De même une définition claire et précise des tâches et responsabilité de chaque membre de la « Welding Team » et de ses diverses implications relationnelles sera mise à la disposition de l'auditeur.
4 - Tâches et responsabilités de chaque membre de la Welding Team
4 - 1 - L'Ingénieur Soudeur
Garant du respect des normes et procédures de soudage applicables aux marchés, il est le "Spécialiste Soudure" et à ce titre désigné comme le coordonnateur en soudage de l'entreprise suivant NF EN 719.
Il participe à la réalisation des offres et à la revue de contrat en matière de soudage suivant NF EN 729-2.
*) Validation des études
[*]Conseil privilégié de la Direction Technique en direct et par le canal de la réalisation de catalogue des assemblages préconisés pour le soudage.
[*]Validation en phase 2 et plans d'ensemble phase 3 (en matière de soudage).
[*]Recherche des meilleurs compromis pour la fabrication.
[*]Participe à l'élaboration des modes opératoires généraux.
*) Veille technologique
[*]Enrichissement d'une documentation interne.
[*]Presse/séminaires/...
[*]Expositions/Fabricants/...
[*]Contacts avec les organismes spécialisés (BV/IS/SLV?)
[*]Participation aux groupes de travail sur les normes (BNF, SNCF,CNS?).
*) Qualifications
[*]Détermination des procédés de soudage à mettre en ?uvre.
[*]Détermination des éprouvettes et maquettes à réaliser.
[*]Réalisation des examens macrographiques et si besoin micrographiques sur les éprouvettes.
[*]Approbation et gestion des QMOS.
[*]S'assure du concours du TS et du MS pour la mise au point de nouveaux procédés de soudage
[*]Création, gestion et mise à jour des Spécifications Techniques de soudage.
[*]Création, gestion et mise à jour des cahiers de soudage.
[*]Création, gestion et mise à jour des Fiches d'Instructions de soudage.
*) Soutien à la fabrication
[*]Dans le cadre des qualifications et mises au point des procédés.
[*]Dans le cadre de la formation des SOP pour les formations théoriques lourdes.
[*]Dans tous les domaines ou un besoin serait identifié (Process, MOR etc')
[*]Est à l'écoute du TS et le conseille dans la recherche des solutions aux problèmes rencontrés en fabrication.
[*]Si besoin il s'assure avec l'aide du TS par des évaluations aux postes de travail de la bonne application des procédures de soudage et des connaissances générales des soudeurs opérateurs.
*) Investissements
[*]Définition des matériels et produits (avec recherche des fabricants, la recherche des fournisseurs étant de la compétence du Département Achats).
[*]Organisation des essais de matériels avec le TS, le MS et la FAB.
[*]Soumissions des résultats à la fabrication qui établira les APS (Avant Projet Sommaire) et les demandes de crédits.
4 - 2 - Le Technicien Soudeur
Technologue européen en soudage et Agent d'Inspection en soudage niveau 2 suivant NF XP 88.120 et EWI si possible, ses missions sont les suivantes :
Dépendant du Département Industrialisation, le Technicien Soudeur est le lien indispensable avec la Fabrication dans le domaine du soudage.
*) Animateur d'atelier dans les domaines
[*]En complément du formateur il assurera des formations théoriques ciblées auprès des soudeurs pour les nouveaux procédés à mettre en ?uvre, les consignes particulières, la qualité, la sécurité.
[*]Dans certains cas particuliers l'Ingénieur Soudeur (I.S.) renforcera la démarche du T.S.
[*]Vérification par l'intermédiaire du M.S. que les soudeurs ont à disposition les moyens techniques et documentations nécessaires à la bonne exécution de leurs tâches.
[*]Est à l'écoute des M.S. pour résoudre, avec l'aide de l' IS si nécessaire, les problèmes qu'ils détectent.
*) Qualifications des modes opératoires et maquettes (QMOS, DMOS, PLANSOUD), Qualifications des Soudeurs-Opérateurs.
[*]Il lance en fabrication interne ou en sous-traitance la réalisation des éprouvettes et des maquettes déterminées par l' I.S. et en assure le suivi.
[*]Il s'assure du bon lancement par le Formateur Soudeur (F.S.) des éprouvettes et des différentes matières nécessaires aux formations et aux qualifications des SOP.
[*]Il réalise avec l'aide du F.S. les QMOS suivant NF EN ISO 15614-1 ou EN 288-4 et maquettes (DMOS et PLANSOUD) suivant NF EN 288-2.
[*]Il réalise, en interne ou en sous-traitance, les essais mécaniques sur les éprouvettes et en transmet les résultats à l'Ingénieur Soudeur.
[*]Il est habilité comme l'I.S. à réaliser et à interpréter les contrôles macrographiques et micrographiques.
[*]Il établit et approuve les maquettes (DMOS et PLANSOUD).
[*]Il approuve les DMOS si nécessaire en QMOS suivant NF EN 288-8.
[*]Il établit les LOCDMOS avec l'aide des préparateurs.
[*]Il gère et assure le suivi des Qualifications des SOP.
[*]Il valide les reconductions semestrielles des qualifications soudeurs.
[*]Il réalise avec le FS les essais de réception des produits d'apport de soudage pour la fabrication en conformité avec la fiche d'instruction spécifique.
[*]Il aide la démarche du FS pour l'organisation des Formations, les Qualifications des SOP et les essais du personnel intérimaire.
[*]En sa qualité d'Inspecteur en Soudage, il valide avec l'IS les QMOS prononcées en interne et valide les Qualifications des SOP présentés par le FS.
[*]Il participe à la définition et mise en route des nouveaux matériels.
[*]Il participe à la validation des nouveaux principes de soudage.
[*]Il s'occupe de la gestion globale des postes à souder.
[*]Il aide à la définition des besoins en consommables (seuil de réapprovisionnement).
4 - 3 - Le Formateur en soudage
Intégré à l'Équipe Soudage, et dépendant du Département Industrialisation, il est sous la responsabilité du Technicien Soudeur qui gère les formations, sa fonction est de préparer les moyens techniques pour ces dernières (supports, éprouvettes, gaz, produits d'apport ).
Il s'assure des compétences des soudeurs à l'embauche au travers de tests pratiques. Sa présence quasi constante dans les cabines de soudage lui permet de suivre l'évolution de chaque stagiaire en faisant passer son savoir-faire gestuel et son expérience de la fabrication.
Il devra mener chacun dans les meilleures conditions qui soient à passer sa qualification suivant NF EN 287-1/nf en iso 9606-2 ou NF EN 1418 et à être opérationnel sur les chaînes dans les plus brefs délais
Il sera susceptible d'assurer seul les formations de base pour les soudeurs, à savoir :
[*]Formation au système de management de la qualité,
[*]Reconnaissance des défauts de soudage,
[*]Symbolisation des soudures,
[*]Lecture des documents QMOS, DMOS, PLANSOUD,
[*]Reconnaissance des produits et des gaz de soudage,
[*]Réglage de son matériel de soudage,
[*]Entretien courant et préventif du matériel,
[*]Hygiène et sécurité liées au soudage.
Il établit un support pédagogique écrit spécifique à l'entreprise. Il s'assure de la qualité de ses formations par un contrôle des connaissances acquises après chacune d'elles (QCM)
Il tient à jour et à disposition du TS un suivi des formations réalisées en soudage. Polyvalent au niveau des procédés il sera réactif pour toutes les affaires ( Acier/Inox/Alu )
Soudeur avant tout, il sera à la disposition du Technicien Soudeur en temps que tel pour réaliser les maquettes (DMOS , PLANSOUD) et les QMOS nécessaires à la fabrication. De même, sous la responsabilité du Technicien soudeur il réalisera les essais de soudage destinés à la réception des produits d'apport.
4 - 4 - Le Moniteur Soudeur
Il dépend hiérarchiquement du Responsable d'atelier pour lequel il travaille, praticien de formation, ses missions principales sont les suivantes :
*) Soutien indispensable des SOP dans leur travail journalier
[*]Il en assure le suivi et leur procure une formation en soudage au poste de travail.
[*]Il vérifie que les soudeurs ont à leur disposition les moyens techniques et documentations nécessaires à la bonne exécution de leurs tâches.
[*]Il est responsable de la mise à disposition des documents QMOS, DMOS, PLANSOUD et FI devant être disponibles dans les ateliers auprès des SOP ( à l'aide du cahier de soudage disponible chez le TS).
[*]Il conseille le Responsable d'atelier dans les affectations aux postes des nouveaux soudeurs.
[*]Il vérifie la conformité des qualifications par rapport aux travaux à réaliser.
[*]Il informe systématiquement l'AM des dérives et problèmes constatés.
[*]Il a autorité sur les soudeurs dans le domaine du soudage.
[*]Il aide les contrôleurs dans leurs tâches : c'est l'homme de l'art !.
[*]Il participe avec l'AM et le contrôleur au contrôle de la première pièce exécutée par tout nouveau soudeur sur le poste de travail
[*]Il organise avec l'AM le passage des qualifications à effectuer et en avise le TS.
[*]Il vérifie la bonne utilisation des QMOS, DMOS, PLANSOUD et FI.
[*]Il vérifie l'utilisation correcte des matériels de soudage.
[*]Il vérifie la réalisation de la maintenance courante.
[*]Il recherche les améliorations, aux postes de travail, sur les assemblages, sur les matériels, et dans les conditions de soudage en général.
[*]Il est à l'écoute des SOP et leur porte-parole auprès du TS et de l'IS.
[*]Il surveille la bonne réalisation éventuelle des MOR en soudage.
[*]Il s'assure de la disponibilité des consommables divers de soudage (fils d'apport, gaz, pièces de rechange de torche...) et en assure le réapprovisionnement pour les ateliers dont il s'occupe.
[*]Il assure la gestion du parc machines de soudage liées aux ateliers dans lesquels il travaille, il vérifie la périodicité et en assure l'étalonnage avec le TS au travers la procédure spécifique.
[*]Il participe au choix technique des nouveaux matériels de soudage.
[*]Il participe au démarrage des nouveaux équipements.
4 - 5 - Soudeurs et Opérateurs
Professionnel du soudage et de ses techniques, ses responsabilités sont les suivantes :
[*]Il effectue les opérations de soudage dans les règles de l'art, en conformité avec les QMOS, DMOS, PLANSOUD et Fiches d'Instructions.
[*]Par son métier, il effectue les vérifications et finitions nécessaires suivant la fiche d'instruction spécifique.
[*]Si cela est demandé au marché, il participe ( après formation interne ) au « contrôle » de sa pièce dans un cadre défini par « l'auto-contrôle ».
[*]Il informe le MS des difficultés rencontrées.
[*]Il assure l'entretien courant de son matériel ( y compris du matériel de vérification qui lui est alloué ).
[*]Il assure l'accessibilité et le maintien en bon état de propreté des QMOS, DMOS, LOCDMOS, PLANSOUD et FI mis à sa disposition dans les ateliers.
[*]Il assure sa protection par le port des accessoires prévus à cet effet au poste de travail (masque, gants, veste, lunettes, guêtres, ventilation etc...) mis à sa disposition et celle de son entourage par des protections adéquates.
La règle générale d'Alstom Transport est la suivante :
Tous les soudeurs et opérateurs sont qualifiés suivant les normes EN 287-1 : 2004 / EN 9606- 2 ou EN 1418
Pour les soudures de classe 3 et si le contrat le permet, des soudeurs qualifiés en interne sur des critères définis mais moins contraignants que ceux des normes européennes précitées peuvent réaliser les soudures.
Une liste de ces opérateurs doit être tenue à jour et devra indiquer la date et la formation reçue.
4 - 6 - Inspecteurs en soudage
La S.N.C.F. oblige au travers le respect de la ST374D, l'emploi d'un Inspecteur en Soudage de niveau 2 suivant la norme expérimentale française NF XP 88120
Les principales tâches de cette personne sont :
[*]s'assurer du bon déroulement des différentes réalisation de qualifications (QMOS, QS) et des maquettes (DMOS, Plans de soudage)
[*]Il validera ces différents documents au même titre que le coordonnateur en soudage de l'entreprise.
Cet inspecteur peut être interne ou externe à l'entreprise, il est le garant du respect des normes applicables aux yeux de la SNCF
Depuis Juin 2004 une reconnaissance européenne d'Inspecteur en soudage ( EWI ou IWI ) vient compléter le panel existant, cette reconnaissance est attribuée sur demande aux Inspecteurs en soudage « français » ayant plus de 2 ans d'expérience dans leur travail.
4 - 7 - Les contrôleurs
Les contrôleurs ne font pas partie de la Welding Team mais sont par leur travail étroitement liés aux « soudeurs »
Le service contrôle dont ils dépendent sera indépendant de la fabrication. Ils devront appliquer les normes spécifiés au contrat concernant le niveau des critères d'acceptation des défauts. (NF EN 25817 ou NF EN 30042 par exemple).
Au sein d'Alstom Transport la règle suivante s'applique :
Tous les contrôleurs CND sont certifiés par le COFREND suivant la norme NF EN 473
Pour les contrôles visuels et en absence d'une certification spécifique, des personnes formées et qualifiées en interne par l'entreprise pourront assurer ce travail.
Une liste de ces contrôleurs visuels doit être tenue à jour et devra indiquer la date et la formation reçue.
5 - Quelques liens Internet utiles
6 - Vos commentaires et réactions sur cet article
Envoyer un message privé à l'auteur Jacques GOUBIN :

Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
7 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
