
1 - Objet / Domaine d'application
Cette procédure a pour but de définir les modalités techniques pour radiographier à 100% la soudure d'un tube inoxydable soudé TIG bout à bout par rayons Gamma en projection elliptique.
2 - Ordre de mission
Les intervenants sont l'équipe opérateur MARTIN D / opérateur DUPONT R
Ils sont certifiés COFREND comité CIFM Radiographie RT RX et GAMMA Niveau 1 en cours de validité et sont titulaires du certificat CAMARI option X et GAMMA en cours de validité.
Ils sont titulaires de la carte catégorie A en cours de validité.
L'intervention est programmée le lundi 09 mai 2011 au Centre de Radiologie de la société LAMBDA GAMMA
La personne compétente en radioprotection est Monsieur DURAND A
3 - Documents de référence
CODAP 2005 IA 6
CODAP 2005 DIVISION 1 PARTIE 1
NF EN 1435 : contrôle par radiographie des assemblages soudés
NF EN 462-1 : Qualité d'image des radiogrammes IQI à fils
4 - Mode d'élaboration / Référence de la pièce
Soudure bout à bout réalisé en TIG sur tube inox
Commande 0001 ? Tuyauterie inox 1.4404
Diamètre 60,3 x 5 mm
Soudure M5 ? Position PF ? Soudeur P001
ISO 420 005
5 - Mode opératoire de contrôle radiographique
5 - 1 - Source de rayonnement
Désignation de l'appareil :Gammagraphe GAM 80 / N°1299
Nature du radioélément : Iridium 192
Dimension de la source : 3 x 2 mm
Activité 20 Curies ou 740 Gigabecquerels le 26/04/2011
1 Curie = 37 GBq - 1 TBq = 27 Curies
5 - 2 - Marquage - Identification
5 - 2 - 1 - Marquage sur la pièce contrôlée
Indiquer le repère de la soudure avec un écrit métal PMUC ou au marqueur indélébile PMUC ou au stylo-graveur ISO 420 005 Soudure M5
Indiquer les repères des tirs vue A et vue B décalés à 90° et dans le sens de la projection elliptique.
5 - 2 - 2 - Marquage sur le film radio
Indiquer sur chaque film avec des lettres repères en plomb ou en plexiglass plombé
- Le repère de l'isométrique ISO 420 005
- Le repère de la soudure M5
- Le repère du soudeur P001
- Le repère de la vue A ou B
- Les initiales des radiologues MD / DR
- La date du tir 09/05/2011
- Le repère du client
- Le repère de la commande
5 - 3 - Les films radiographiques
Film AGFA D3 classé C2 (ou équivalent) selon NF EN 584-1 au format 10 x 20 cm en technique double film
Vérifier la date de péremption des films et le voile chimique inférieur à 0,2
5 - 4 - Le nombre de prise de vues
Le contrôle radiographique est réalisé à 100% de la soudure et au moins 10 mm de part et d'autre de la soudure (zone thermiquement affectée et métal de base) soit deux tirs elliptiques décalés de 90° avec une vue repérée A et une vue repérée B
5 - 5 - La constitution de la pochette de films
Le contrôle radiographique est réalisé par un tir en double film
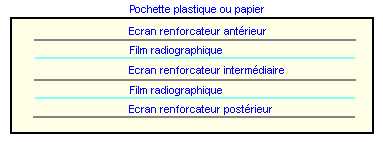
5 - 5 - 1 - Les écrans renforcateurs
L'écran renforcateur antérieur épaisseur 0,1 mm en plomb
L'écran intermédiaire épaisseur 2 x 0,05 mm en plomb
L'écran postérieur épaisseur 0,2 mm en plomb
5 - 5 - 2 - Filtre et blocage
Pas de filtre antérieur à l'avant de la pochette.
Blocage de 2 mm à l'arrière de la pochette avec un B à l'arrière du blocage pour vérifier l'efficacité.
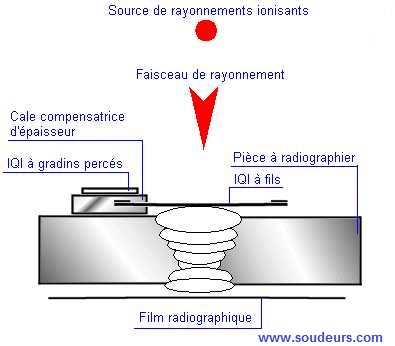
5 - 6 - L'indicateur de qualité d'image
L'indicateur de qualité d'image selon NF EN 462-1 est à fil
Utiliser le W10FE en placant le cinquième fil W14 diamètre 0,16 mm dans l'axe du tube sur la soudure.
5 - 6 - 1 - Le type de l'I.Q.I.
IQI W10FE selon NF EN 462-1
5 - 6 - 2 - La position de l'I.Q.I.
L'IQI est placé côté source en contact étroit avec la surface de la soudure et de la pièce.
Le marquage de l'IQI ne doit pas être projeté sur le cordon de soudure
5 - 6 - 3 - La lecture de l'I.Q.I.
Le cinquième fil W14 diamètre Ø 0,16 de l'IQI W10FE doit être placé dans l'axe de la soudure et doit être lisible sur le film radiographique (10 mm de fil continu sur le métal de base)
5 - 7 - La densité optique du film
Les valeurs de densité optique vérifiées avec un densitomètre étalonné et en cours de validité doivent être comprises entre 2,7 mini et 4,5 maxi sur le métal de base et la soudure.
5 - 8 - Le flou géométrique - La distance source/film
5 - 8 - 1 - Le flou géométrique
Le flou géométrique doit être inférieur à 0,3 mm
5 - 8 - 2 - La distance source/film
<
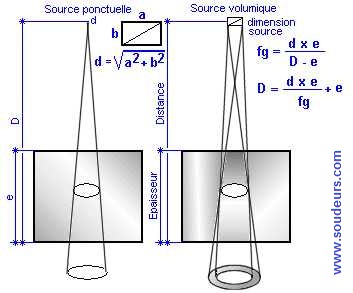
La dimension de la source 3 x 2
La diagonale de la source est de 3,6 mm
La distance source-film pour respecter le flou géométrique de 0,3 mm est de :
(Diamètre tube x dimension de la source / flou géométrique) + diamètre tube
DSF = 60,3 x 3,6 / 0,3 + 60,3 = 784 mm mini
5 - 8 - 3 - Le décalage de la source
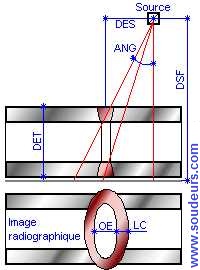
Le décalage de la source pour réaliser l'ellipse est de :
((ouverture ellipse + largeur cordon) x (distance focale ? diamètre tube)) / diamètre tube
(10 + 5) x (784 ? 60,3) / 60 ,3 = 180 mm
5 - 9 - Les conditions de prise de vue
Formule de calcul de l'Institut de Soudure pour tir gammagraphique
T (en minute) = (K x 34 x F² x D[SUP]1.42[/SUP] x 2 [SUP]e/13[/SUP] ) / A
K = Coefficient de rapidité du film (Double D3 = 2,6)
F = Distance focale en mètre (0,785 m)
D = Densité du film (3,5)
e = Epaisseur radiographiée (13 mm)
A = Activité en curies de la source Iridium 192 (20 curies)
(2,6 x 34 x (0,785)² x(3,5)[SUP] 1.42[/SUP] x (2)[SUP]13/13 [/SUP] )/ 20 = 32'12''
Formule de calcul du CETIM pour tir gammagraphique
LEFT](Q x D² x K x N ) / A
Q = Facteur d'exposition en Curie / heure à 1 mètre (selon abaque = 5,5 Ci/h)
D = Distance focale en mètre (0,785 m)
K = Coefficient de rapidité du film (AGFA D3 = 4,2)
N = Coefficient correcteur de densité du film visé 3,5 (DOUBLE FILM = 0,85 - SIMPLE FILM = 1,7)
A = Activité en curies de la source Iridium 192 (20 curies)
T (en heure) = (5,5 x (0,785)² x 4,2 x 0,85 ) / 20 = 0,60 heure ou 36 minutes
5 - 10 - Le traitement des films
Le traitement des films est réalisé en manuel
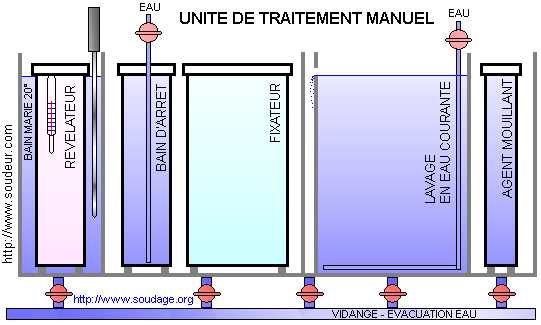
5 - 10 - 1 - Révélateur
Le temps de développement est de 5 minutes à 20°C avec brassage des films les 30 premières secondes puis toutes les minutes.
Faire une correction de moins 30 secondes par degré supplémentaire et plus 30 secondes par degré inférieur à 20°C.
5 - 10 - 2 - Bain d'arrêt
Plonger les films 2 minutes dans le bain d'arrêt avec brassage continuel
Si bain d'arrêt avec 3% d'acide acétique, seulement 30 secondes.
5 - 10 - 3 - Fixateur
Plonger les films 10 minutes dans le fixateur
5 - 10 - 4 - Rinçage du film
Plonger les films 20 minutes dans de l'eau courante.
5 - 10 - 5 - Lavage du film
Sécher les films en sécheuse.
6 - Enregistrement et classification des résultats
Après séchage les films sont vérifiés (repérage films, IQI, densité optique conformes) puis mis en pochette.
Les indications sont reportées sur un procès verbal
- Le repère d'identification de la soudure
- La lecture de la qualité d'image
- La mesure de la densité optique
L'opérateur niveau 1 procède à une pré interprétation
- Détection des indications linéaires ou allongées
- Détection des indications volumiques selon le seuil de détection
Une indication est dite linéaire lorsque sa plus grande dimension est 3 fois supéreure à sa plus petite.
Une indication est dite volumique lorsque sa plus grande dimension est au plus égale à 3 fois sa plus petite.
Le seuil de détection volumique est supérieur ou égale à 0,4 mm.
7 - Consignation des résultats
Un rapport de contrôle ou procès verbal est renseigné, signé et daté.
Il comprend à minima les informations suivantes :
- L'identification du fabricant
- Le numéro de commande
- Les documents de référence
- Le stade d'examen
- Les dimensions de la pièce contrôlée
- Le type d'appareil radio utilisé
- Le type et format des films
- La composition de la cassette
- Le type d'IQI et la position de l'IQI
- La distance source-film et le décalage
- Le temps d'exposition
- Les conditions de traitement du film
- Le repère d'identification de la soudure
- La lecture de la qualité d'image
- La mesure de la densité optique
- Le relevé des indications
8 - Balisages de la zone contrôlée
La zône contrôlée est délimitée avant les tirs pour du personnel catégorie A à un débit d'équivalent de dose absorbée de 25 µSv/h dans le périmètre de la pièce.
Application des consignes de sécurité spécifique au lieu d'intervention.
Utilisation d'un collimateur lors du tir dans la mesure du possible.
Port obligatoire du film dosimétrique et stylo dosimètre.
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

