
Le brasage des tubes de l'installation est abordé succinctement.
L'article est rédigé à partir de la documentation technique et commerciale de DANFOSS.
Sachez tout d’abord qu’une installation frigorifique est soumise à une réglementation très spécifique voir même contraignante, pour commencer celle du protocole de Kyoto sur la réduction des émissions de gaz à effet de serre (https://fr.wikipedia.org/wiki/Protocole_de_Kyoto), et ensuite que les installations doivent être réalisées par du personnel ayant une attestation de capacité et qui doit être employé par une entreprise dit « opérateur » qui elle aussi doit avoir une attestation renouvelable tous les 5 ans et qui est contrôlé tous les ans par un organisme indépendant, et aussi elle contrôle les mouvements de fluide.
Donc pour dire que non seulement pour avoir du matériel et du consommable cela risque d’être un parcours du combattant, bien sur sans vous en dire sur les différents gaz.
1 - Une installation frigorifique
Qu’est-ce une installation frigorifique ?
C’est un ensemble d’accessoires hermétique qui permet la circulation d’un fluide caloporteur (dit aussi Fluide Frigorigène), il en existe différentes sortent, mais le principe de base est toujours le même (ex : réfrigérateur électroménager, P.A.C (Pompe A Chaleur), l’installation du petit boucher d’en bas de chez soi ou d’un entrepôt de stockage).
Dans quel cas l’utilise-t-on ?
On l’utilise dans différents cas, soit à titre personnel donc là on parle de la « clim » ou aussi il existe des ballons thermodynamique, en version industrielle et là il existe différentes attributions, aussi dite de confort dans des bureaux afin que les employés soient dans un contexte agréable pour augmenter leurs rendements.
Comment ça marche ?
Le fluide circule dans l’installation à l’aide de son compresseur qui le fait monter en vapeur haute pression pour qu’ensuite le condenseur le refroidisse afin qu’il devienne en état liquide, ce fluide est transporté par l’intermédiaire d’une conduite dite « la liquide » jusqu’au détendeur dont le diamètre de l’orifice est très petit afin que celui-ci provoque une chute brutale de pression et provoque le refroidissement en vapeur basse pression qui retourne jusqu’au compresseur.
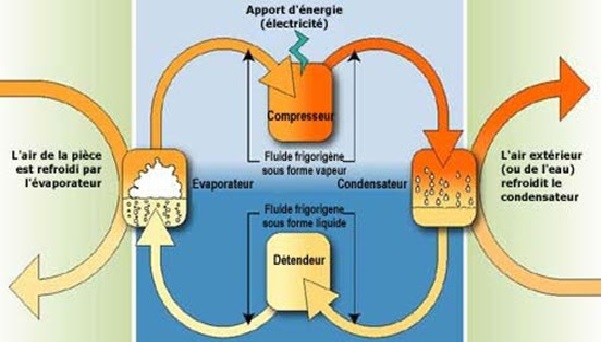
En vue de la complexité de certains circuits, on dispose à différents endroits du circuit des accessoires de ligne (pressostats de sécurité, bouteilles, déshydrateur …)
2 - Le matériel et les consommables
Le matériel
Comme il est déjà dit, le métier de frigoriste est très réglementé, donc on suppose bien que le matériel y est aussi, le matériel nécessaire (obligatoire, car il doit être contrôlé et conforme tous les ans), une station de récupération, une bouteille de récupération, un manifold (dit aussi manomètre, bipasse), une balance, un détecteur de gaz, une pompe à vide. Ensuite nous avons besoin de toute une panoplie d’outillage afin de réalisé l’installation dans les « règles de l’art », à savoir un chalumeau, cintreuse, coupe-tubes, ébavureur, azote avec son détendeur, vacuomètre, le petit outillage personnel (clef à molette, pince, clef à cliquet, tournevis…), etc.
Le consommable
En ce qui concerne les consommables, ceux-ci sont exprimés en France en unité de mesure anglo-saxonne (dit pouce ‘’), pour les conduites elles sont plus généralement en cuivre et sont dites frigorifique, car elles ont la particularité d’être plus épaisse, teneur en cuivre supérieure, l’intérieure verni, ce qui donne une différence à leurs cousines de la plomberie. Pour les accessoires de ligne comme évoqué précédemment, il en existe toute une gamme et de différentes qualités, nous ne parlons pas de qualité du matériau, mais de leur fonction (exemple pour un filtre déshydrateur, il en existe plusieurs sortent avec ceux qui auront la fonction toute simple de filtrer le fluide et l’humidité, tandis que d’autres auront la particularité d’avoir des plus, comme ceux qu’on utilise après qu’un compresseur est « grillé »). Les petites pièces qui permettent de relier les accessoires entre eux, manchons, coudes, raccords flare, baguettes d’apport avec un pourcentage plus ou moins important d’argent pour la soudure, etc.
Nous avons aussi des organes de sécurité, si petit soient-ils mais ils sont bien là, prenons le cas du petit réfrigérateur ménager, sur celui-ci il y a un klixon, tandis que d’autres installations plus importante on y met des relais thermique (qui font office de klixon). Des pressostats qui arrêteront l’installation, et seule une intervention humaine peu la remettre en marche.
3 - Comment monter son installation frigorifique
3 - 1 - Repérage des lieux
Tout d’abord le matériel est choisi en fonction de la puissance qu’il est demandé d’absorber (chambre froide, maison, entrepôt à refroidir, machines qui ont besoins du froid pour un fonctionnement optimum, bureaux, etc.), ensuite de déterminer les emplacements les plus stratégiques (lieu, recyclage de l’air, passage des conduites, facilité d’accès, etc.).
Prenons le cas simple d’une petite installation avec un local à refroidir dont l’installation est à l’extérieure :
Tout d’abord on réfléchi bien au lieu ou on va installer l’évaporateur (toujours penser au problème d’écoulement des condensas), et ensuite au lieu ou on installera le groupe de condensation (dit aussi le compresseur).
Déterminer le consommable que l’on aura besoin pour la bonne réalisation du circuit et du chantier.
Sélectionner l’outillage adéquat.
3 - 2 - Procédé
• conception du circuit: emplacement des composants, pose de la tuyauterie,
• montage des composants principaux,
• pose des tubes et installation des composants secondaires,
• mise à vide,
• rinçage,
• test pression,
• test étanchéité,
• chargement,
• réglage du matériel de sécurité,
• test du matériel de sécurité,
• réglage du système automatique,
• test total de l’installation avec réglages supplémentaires éventuels.
3 - 3 - Planification
Lors de la planification des travaux de montage, prévoir:
• une détérioration la plus minime possible du bâtiment, du local, de l’isolant de la chambre froide, etc.,
• un positionnement fonctionnel des composants (air pour le compresseur, le condenseur et l’évaporateur, par exemple),
• des parcours de tuyauterie aussi courts que possible.
3 - 4 - Positionnement des composants principaux
Ancrer solidement le compresseur, le condenseur et l’évaporateur au moyen des accessoires fournis en suivant les instructions du constructeur.
Fixer toujours le compresseur sur une base horizontale.
Si des amortisseurs anti-vibration sont fournis, les utiliser.
3 - 5 - Montage du système frigorifique
Prédéterminer le passage des différents éléments qui constitueront les liaisons (frigorifiques, condensas, électrique)
Monter l’ensemble des éléments tout en respectant les instructions des constructeurs, car il est impératif de suivre les conseils donnés, comme par exemple pour l’écoulement des condensas, il faut une pente sinon l’eau stagne et risque de geler,
Installer le groupe extérieur de condensation, et là aussi bien respecter les donnés constructeurs car qui dit moteur, dit aussi du bruit, et le voisinage risque d’être mécontent, on fait attention aux vibrations
Mettre en place les différentes conduites, bien les protéger de la poussière, de l’humidité, de l’eau (exemple de la pluie), surtout on laisse jusqu’au dernier moment les protections, monter leurs supports,
On ajuste à la bonne dimension, en prenant le soin de laisser un peu de « mou » à chaque extrémité,
On fait de même en ce qui concerne l’installation électrique, on sélectionne les bonnes références selon les donnés du constructeur,
Monter le circuit aussi rapidement que possible pour éviter la pénétration d’humidité, d’air ou autres impuretés.
Installer le compresseur et le déshydrateur en dernier lieu, c’est à dire immédiatement avant la mise à vide et le chargement du circuit.
En cas de pause pendant les travaux, fermer toutes les ouvertures du circuit frigorifique pour qu’il reste étanche à l’air et à la vapeur d’eau.
3 - 6 - Relier les différents éléments du système frigorifique entre eux
Comme dans tous les corps de métier la préparation est primordiale, elle prend beaucoup de temps, mais seule la qualité de celle-ci fera durer votre installation dans le temps.
Nous avons deux types de liaison, dite flare ou SAE (soudure Oxyacétylénique)
Quand vous raccordez deux extrémités dite flare (male/femelle) une chose très importante, c’est d’y mettre un peu d’huile frigorifique afin d’avoir un meilleur glissement quand vous serrez avec vos clés à molette (écrou/contre-écrou),
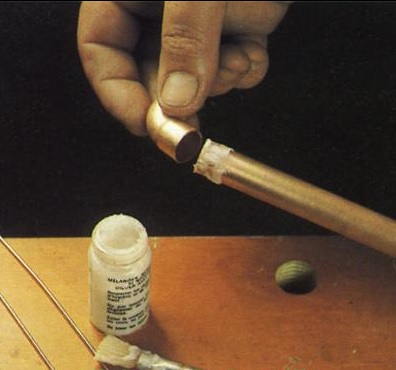
Mais avant de pouvoir raccorder les raccords flare, il faut tout d’abord les souder (la législation l’impose quand vous faite une installation neuve) donc ça va être une brasure cuivre/laiton, la particularité de cette brasure c’est que pour le cuivre il faut qu’il soit bien chaud (attention chaud ne veut pas dire « rouge »), et le laiton dès qu’il est trop exposé en présence d’une flamme, il fond, donc pour cela on utilise une baguette d’apport avec un poucentage d’argent (minimum 35%) très élevé avec du décapant, mais avant de braser il faut bien les préparer, donc on dégraisse, on nettoie et passe un petit coup de papier abrasif aux endroits ou l’apport ira se mettre et ensuite on brase comme il déjà dit dans différents articles qui vous sont proposé dans le forum avec biens sur les bonnes buses et aussi avec les bons débits de gaz.
Afin de raccorder et de fermé le circuit frigorifique, il est fortement conseillé de braser sous gaz neutre (Argon), pas besoin d’avoir un gros débit (vous n’arriverez pas chauffer les pièces), mais juste un filet afin d’enlever l’oxygène pour évité les dépôts de calamine,
Raccorder deux extrémités par l’intermédiaire de raccord prévue (manchon, coude, réduction…), le principe de la brasure peut être différentes que celle rencontrée, car elle se fera directement de cuivre à cuivre donc (comme l’apport avec une grande teneur en argent est relativement assez chère) on utilisera des baguettes avec très peu d’argent (5%) et bien sur on fera comme l’épisode précédent on dégraisse, on nettoie et passe un petit coup de papier abrasif aux endroits ou l’apport ira se mettre et ensuite on brase,
En ce qui concerne les coudes ils peuvent être fait soit en brasant, soit en utilisant une barre de cuivre que l’on cintre, mais pour cela il doit avoir une certaine souplesse soit le cuivre est recuit, donc là aucun souci, soit il est en barre écroui et là il faut le chauffer (et toujours pas « rouge ») afin qu’il prenne un peu de souplesse,
Quand on chauffe du cuivre ou une matière il est fortement conseillé de laissé refroidir à l’air libre afin de casser le moins possible les molécules en faisant un choc thermique,
Pour le nettoyage des soudures, pour tout ce qui est avec l’apport très peu argenté, il y en a pas besoin, par contre en ce qui concerne la brasure avec une baguette fortement argenté et du décapant, il est conseillé d’enlever le reste de décapant sur les pièces, tout simplement en chauffant et avec un chiffon mouillé de passé légèrement sur les gouttelettes et de répéter l’opération si nécessaire,
3 - 7 - Pose de la tuyauterie
En principe, les tubes doivent être horizontaux ou verticaux.
Exceptions :
• Les conduites d’aspiration peuvent présenter une légère pente vers le compresseur.
• Les conduites de refoulement peuvent présenter une légère pente vers le séparateur d’huile.
Placer les fixations à une distance adéquate en fonction du diamètre de la conduite et du poids des composants qu’elle doit porter.
Dans les conduites d’aspiration verticales, placer des poches d’huile à intervalles de 4 à 5 m.
En cas de variations de charge particulièrement importantes, l’installation nécessite une “double colonne”.
Établir par ailleurs les conduites d’aspiration en tenant compte du retour de l’huile dans le compresseur.
Dans les installations à charge variable, les contraintes sont particulièrement impératives lors d’une charge faible.
3 - 8 - Positionnement des composants secondaires
Leur positionnement doit permettre l’entretien et toute réparation éventuelle.
Le positionnement du système automatique et du matériel de protection doit faciliter le test et le réglage en utilisant des outils ordinaires.
3 - 9 - Compresseurs en parallèle
Si les compresseurs sont accouplés en parallèle, il faut établir une égalisation d’huile; sinon, les compresseurs qui fonctionnent le plus se
remplissent d’huile. Pour cela, il suffit d’établir un système d’égalisation.
Une seule conduite d’égalisation: montée entre les carters d’huile des compresseurs, elle doit avoir un diamètre suffisant pour permettre le
passage intégral de l’huile et de la vapeur de réfrigérant.
Deux conduites d’égalisation (fig. 1) :monter l’une entre les carters d’huile, l’autre entre les chambres d’aspiration des compresseurs.
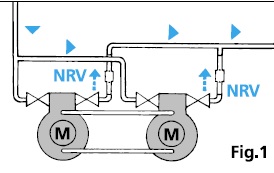
Quelle que soit la méthode d’égalisation choisie, les compresseurs doivent être soigneusement alignés dans le même plan horizontal.
Régulateurs de niveau d’huile (fig. 2) :Il est également possible d’installer des régulateurs de niveau d’huile.
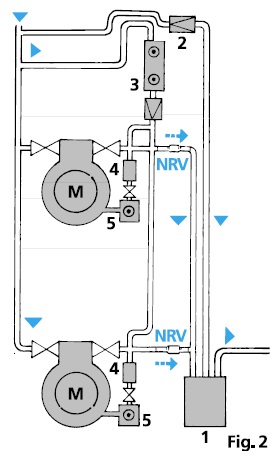
Cette approche permet le montage des compresseurs à différents niveaux.
Il s’agit là d’une méthode plutôt onéreuse comparée à celle des conduites d’égalisation.
Cette approche exige en effet les composants suivants:
- séparateur d’huile (1)
- soupape d’égalisation de pression (2)
- réservoir d’huile (3)
- filtre (4)
- régulateur de niveau d’huile (5)
Ne pas oublier que chaque compresseur doit dans ces cas être protégé par un pressostat haute pression (KP5 ou KP7W suivant les cas).
3 - 10 - Stockage des composants
Avant de les ouvrir et de les installer, les composants doivent avoir une température égale ou supérieure à la température ambiante.
On évite ainsi la condensation d’eau à l’intérieur.
Eviter donc de monter les composants juste après les avoir sortis du véhicule de service
3 - 11 - Coupe des tubes de cuivre
| Utiliser un coupe-tube ou une scie sans jamais appliquer d’agent de graissage ou de refroidissement. Pour éliminer les barbes intérieures et extérieures, utiliser un ébarboir spécial. Eviter les copeaux de cuivre dans le tuyau. Utiliser un calibre pour obtenir le diamètre correct et la forme arrondie adéquate. |
 |
3 - 12 - Nettoyage des tubes
Insuffler un fort débit d’air comprimé sec ou d’azote sec.
Vu sa teneur en humidité, ne jamais utiliser d’air comprimé ordinaire. Ne jamais souffler dans le tube avec la bouche.
Si vous préparez les tuyaux pour les installer plus tard, boucher les extrémités et les mettre de côté avec les autres composants.
3 - 13 - Brasage des jonctions de tubes à l'argent
| Le métal d’apport a ici une teneur en argent de 30% minimum dans du cuivre, du zinc et de l’étain. Plage de fusion entre 655°C et 755°C environ. Il ne s’attache au métal de base que si sa surface est parfaitement propre et sans aucune oxydation. Nettoyer les extrémités des tuyaux à l’aide de brosses spéciales avant d’appliquer le flux, puis procéder immédiatement au brasage. Pour le brasage à l’argent, diluer le flux de brasage dans l’alcool (jamais dans l’eau). Appliquer une couche fine de flux autour du point de brasage après l’assemblage des pièces. Le brasage à l’argent convient à différents métaux de base, par exemple, cuivre sur cuivre ou fer sur cuivre. |
 |
3 - 14 - Brasage des jonctions de tubes au cuivre phosphore
Le métal d’apport a ici une teneur en argent de 2 à 15% dans du cuivre et du phosphore.
Plage de fusion approximative de 640°C à 740°C.
Il ne faut pas utiliser du flux pour le brasage au phosphore.
Le métal au phosphore ne convient que pour le brasage de cuivre sur cuivre.
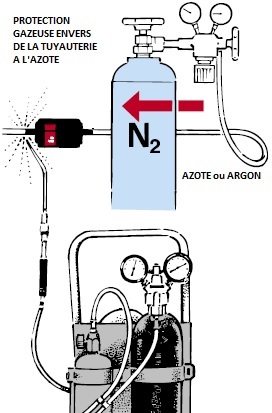
3 - 15 - Utiliser du gaz de protection à l'envers du joint brasé
Les températures élevées du brasage provoquent des produits d’oxydation si le tube est en contact avec l’air atmosphérique.
Il faut donc que le système soit rempli d’un débit de gaz de protection pendant le brasage.
Envoyer un faible débit d’azote sec ou autre gaz inerte dans le système.
Ne commencer le brasage que lorsqu’il n’y a plus d’air atmosphérique dans le composant concerné.
Commencer par insuffler un débit de gaz de protection assez fort.
Réduire ensuite la vitesse à un minimum lorsque vous commencez le brasage.
Maintenir ce débit de gaz pendant toute l’opération de brasage.
Effectuer le brasage en utilisant de l’oxygène, du gaz légèrement déficitaire en oxygène et un chalumeau à buse assez grande.
N’appliquer le métal d’apport que lorsque la température de fusion a été atteinte.
3 - 16 - Économiser le métal d'apport de brasage
N’utiliser que la quantité nécessaire: sinon il y aura colmatage partiel ou total du tube.
La capacité d’absorption (d’oxygène) du flux disparaît après 15 secondes.
Il faut donc terminer le brasage avant.
3 - 17 - Surveiller la température de brasage
La température ne doit pas dépasser le point de fusion.
Retirer donc lentement la flamme lors de l’atteinte du point de fusion.
Éliminer les restes de flux à l’extérieur avec une brosse et de l’eau chaude.
Les alliages de brasure à base d’étain ou de plomb sont déconseillés pour le brasage des circuits frigorifiques.
3 - 18 - Raccordement flare (tubes en cuivre)
N’utiliser que les tuyaux en cuivre homologués.
Couper perpendiculairement à l’axe du tuyau.
Éliminer toutes les barbes intérieures et extérieures.
Faire un collet de la taille qui convient, ni trop grand, ni trop petit.
Ne pas presser trop fort; sinon, le collet devient dur.
Faire le dernier serrage au moment de l’installation.
4 - Tirage au vide, rinçage et remplissage du circuit frigorifique
On raccorde la pompe à vide par l’intermédiaire du manomètre,
On ouvre toutes les vannes afin qu’aucunes particules d’air ne se retrouve bloquer
Dans un premier temps la pompe à vide retira l’air, une étape assez rapide, et ensuite pour une étape assez longue celle-ci retira l’humidité par effet d’évaporation,
Ensuite durant le temps du tirage au vide nous pouvons procéder à la réalisation de la partie électrique,
Après un tirage au vide qui peut durer plusieurs heures en fonction de l’importance du taux d’humidité et de la longueur de l’installation,
On branche le vacuomètre afin de savoir si par rapport à la pression atmosphérique et à la température, nous avons la bonne pression dite pression absolu, celle proche du zéro,
En aucun cas on effectue des recherches de fuite sous vide,
On peut considérer que le manomètre « remontra » et se stabilisera, on peut dire que nous avons un bon vide, au vue du tableau,
Si le manomètre cherche à se rapprocher du zéro relative, nous pouvons dire qu’il y a une fuite donc on reprend toutes les opérations de la phase test,
Considérons que notre installation est étanche, et qu’il faut qu’on la remplisse de son fluide,
Tout d’abord, prendre une balance, la bouteille de fluide frigorigène dont le gaz a été choisi en fonction de son installation et de son utilisation,
Raccorder le tout et surtout bien veiller à ce qu’il n’ait aucune fuite lors de l’ouverture des robinets,
Dans un premier temps nous pouvons mettre un peu de gaz en état liquide, et celui-ci se répendra dans toute l’installation, cela s’appel « casser le vide »,
Ensuite nous pouvons mettre en marche l’installation continuer à la remplir, soit par des données déjà inscrites (car la réglementation impose d’imposer une vignette inaltérable avec la quantité de fluide inscrit), ou soit on rempli avec des méthodes « traditionnelle », qui sont celle des différentes températures, la surchauffe est la différence entre la température sortie évaporateur et la température d’évaporation, car pas assez élevé trop de liquide dans la conduite basse pression et on risque de casser le compresseur ou pas assez élevé donc pas assez de production de froid. Ensuite nous avons le sous refroidissement qui elle est la différence entre la température sortie condenseur et la température d’évaporation, celle-ci nous indique qu’il y a un mauvais échange ou au contraire trop d’échange. (il est précisé dans ces quelques lignes que se sont des échantillons de différentes méthodes de réglages et de diagnostiques)
4 - 1 - Suite des opérations
Les travaux de montage terminés, on procède aux opérations suivantes
• tirage au vide et chargement du réfrigérant,
• test d’étanchéité,
• démarrage et mise au point.
Si un défaut se produit après la mise en route d’une installation, ceci implique:
• réparation d’une installation “ayant déjà fonctionné”.
4 - 2 - Equipement nécessaire
• pompe à vide,
• vacuomètre,
• Cylindre de remplissage (ou bouteille de service avec réfrigérant); (la pompe, le vacuomètre et le verre de remplissage sont livrables sous forme de poste de charge intégré),
• tuyaux de remplissage,
• détecteur de fuites.
Le tirage au vide doit éliminer toute l’humidité, l’air atmosphérique et le gaz de protection du circuit.
4 - 3 - Pompe à vide
Celle-ci doit permettre de réduire rapidement la pression du circuit à 0,05 mbar environ.
Capacité: 20 1/min., par exemple.
Un tirage au vide efficace exige que la tuyauterie aie un grand diamètre.
Le tirage au vide par une vanne “Schrader” est donc déconseillé.
Pour les compresseurs à raccord de charge, utiliser un “raccord instantané”.
Pour les autres, utiliser les raccords de charge de la vanne d’arrêt d’aspiration ou de refoulement du compresseur.
La tige de la vanne doit alors être en position médiane.
4 - 4 - Tuyaux à vide
Utiliser des tuyaux et conduites à vide aussi courts que possible et de diamètre adéquat.
On choisit normalement des tuyaux de remplissage 1/4” d’une longueur maximale d’u mètre linéaire.
Effectuer le tirage au vide en deux étapes séparés par un rinçage avec du réfrigérant.
Veuillez trouver ci-dessous le procédé à suivre pour le tirage au vide, le rinçage et le remplissage.
4 - 5 - Contrôle de la pompe à vide et des tuyaux à vide
a) Monter les tuyaux de remplissage reliant le poste de charge au compresseur.Fermer la liaison entre les tuyaux de remplissage et le compresseur.
b) Démarrer la pompe et laisser chuter la pression aussi bas que possible.
c) Isoler la pompe du reste du circuit.
d) Arrêter la pompe.
e) Relever et noter le vacuomètre: la pression ne doit pas dépasser 0.05 mbar.
f ) Contrôler le maintien du vide: si ce n’est pas le cas, remplacer les tuyaux de remplissage et/ou les vannes qui fuient et/ou vidanger l’huile de la pompe à vide.
4 - 6 - Premier tirage au vide
Tirage au vide du côté aspiration du compresseur et également du côté refoulement:
• Tuyau(x) de remplissage monté(s) entre poste de charge et compresseur.
• Ouvrir toutes les vannes y compris les électrovannes.
• Régler les vannes automatiques à l’ouverture maximale.
• Si possible, vider le circuit jusqu’à la pression relevée auparavant sur le vacuomètre.
4 - 7 - Contrôle au vide
Procéder comme expliqué sous “Contrôle de la pompe à vide et des tuyaux”.
En cas de fuites, procéder ainsi:
• Localisation approximative en isolant l’installation section par section.
• Resserrage des raccordements flare et/ou brides.
• Répéter la mise à vide.
• Répéter le contrôle jusqu’à ce que le vide soit constant.
• Passer au point suivant.
4 - 8 - Rinçage et premier test d'étanchéité
• Mettre le circuit de réfrigérant sous pression (2 bar environ).
• Contrôler tous les raccordements au moyen du détecteur de fuite.
En cas de fuites :
• Vidanger le circuit de réfrigérant au moyen d’un récupérateur et d’une pompe à vide.
• Réparer les fuites.
• Répéter ces opérations jusqu’à ce que le circuit soit étanche.
4 - 9 - Deuxième tirage au vide
• Si le circuit de réfrigérant est toujours sous pression, le vidanger à l’aide d’un récupérateur.
• Répéter ensuite le tirage au vide comme expliqué sous “Premier tirage au vide”, ce qui élimine encore de l’air et de l’humidité.
4 - 10 - Premier réglage du matériel de protection
• Contrôler et régler le pressostat haute pression et tout autre matériel de protection éventuel (disjoncteur, par exemple): régler selon les valeurs d’échelle.
4 - 11 - Vérification de l’installation électrique
• Contrôler les parcours des câbles et fils.
• Tester le système de commande avec le moteur du compresseur déclenché.
• Contrôler le sens de rotation du moteur (intervertir éventuellement 2 phases).
4 - 12 - Remplissage de réfrigérant
Après l’achèvement du tirage au vide, procéder au remplissage du réfrigérant.
On doit utiliser un poste de charge capable de doser le réfrigérant correctement.
Les circuits sans bouteille accumulatrice demandent une précision toute particulière.
Si une vanne de remplissage est montée, on peut charger le réfrigérant à l’état liquide dans la conduite de liquide. Sinon, on doit charger le
réfrigérant à l’état gazeux par la vanne d’arrêt à l’aspiration avec le compresseur en fonctionnement.
Continuer le remplissage jusqu'à ce qu’il n’y ait plus de formation de vapeur dans le voyant (à moins que cette vapeur ne soit due à
d’autres défauts : voir le “Guide du monteur.Dépannage”).
Utiliser cette méthode si le volume de réfrigérant exact n’est pas connu.
Il faut s’assurer régulièrement que la pression de condensation et d’aspiration restent normales et que la surchauffe dans le détendeur ne soit
pas trop faible.
4 - 13 - Pression de condensation trop élevée
Une pression de condensation trop élevée pendant le remplissage peut signifier que le circuit est trop plein et qu’une partie du réfrigérant doit être vidangée.
Utiliser toujours une machine de transfert pour vidanger du réfrigérant.
Une surchauffe trop faible pendant l’opération de remplissage peut donner des coups de bélier dans le compresseur.
5 - Réglage et test du matériel de protection
5 - 1 - Conditions
Pour effectuer les réglages et les tests définitifs du matériel de protection, il faut que ce matériel soit monté et connecté sur l’installation qui doit
fonctionner.
Contrôler les fonctions à l’aide d’instruments appropriés. Se reporter aussi au “Guide du monteur” consacré au matériel en cause.
6 - Réglage et test du matériel de régulation
6 - 1 - Procédé
• Régler approximativement la vanne de pression constante éventuelle.
• Régler la surchauffe du détendeur.
• Régler la vanne de pression constante au moyen d’un manomètre.
• Régler la vanne de capacité constante éventuelle, etc.
• Régler les thermostats (contrôle au thermomètre).
6 - 2 - Réglage du pressostat haute pression
• Augmenter la pression de condensation jusqu’à la limite maximale et régler le pressostat à l’aide d’un manomètre.
6 - 3 - Réglage du pressostat basse pression
• Diminuer la pression d’aspiration jusqu’à la limite minimale et régler le pressostat à l’aide d’un manomètre.
• Régler tout autre matériel de protection éventuel.
6 - 4 - Vérification du bon fonctionnement de l'ensemble
Quand le remplissage est terminé, il faut une dernière fois tout vérifié afin de donner au client une installation en bon état de marche,
Tout d’abord il faut finir le contrôle d’étanchéité à l’aide d’un détecteur de fuite sur toute l’installation, pour ensuite remplir une traçabilité du mouvement de fluide pour qu’en fin d’année l’entreprise qui à vendu le fluide frigorigène puisse faire une déclaration,
Finir l’installation, couvrir les conduites (avec du calorifuge), reboucher des trous, attacher et fixer le reste de l’installation (gaine électrique, condensas, etc.),
Faire des tests de régulation afin de voir si celle-ci sont bien conforme à la demande du client (voir aussi le réglage des périodes de dégivrage, car qui dit froid dit aussi humidité),
Tester les différents organes de sécurité afin de vérifier si elles jouent bien leur rôle de couper l’ensemble de l’installation,
Enlever « démonter » son manomètre en faisant tirer au vide l’installation par l’intermédiaire du compresseur, afin de retirer le gaz restant dans les flexibles,
Enfin comme dans tous chantiers, procéder au nettoyage, car un client comptant reviendra toujours vous voir,
Sans oublié de proposer un contrat d’entretien, comme le client se retrouve avec une installation qui comporte du fluide frigorigène et celui-ci est dans l’obligation de se soumettre au contrôle de une à plusieurs fois par an selon sa quantité de fluide mis dans son installation.
7 - Attestation de capacité à manipuler des fluides frigorigènes
Attestation de capacité pour la manipulation des fluides frigorigènes : comment ça marche ?
Le décret du 7 mai 2007 prévoit l’obligation de détention d’une attestation de capacité pour tout opérateur procédant à la manipulation des fluides frigorigènes. Cette dernière est délivrée pour une durée de 5 ans.
Sont considérés comme "opérateurs", les entreprises et les organismes qui procèdent à titre professionnel à tout ou partie des opérations suivantes :
La mise en service d’équipements,
L’entretien et la réparation d’équipements, dès lors que ces opérations nécessitent une intervention sur le circuit contenant des fluides frigorigènes,
Le contrôle de l’étanchéité des équipements,
Le démantèlement des équipements,
La récupération et la charge des fluides frigorigènes dans les équipements,
Toute autre opération réalisée sur des équipements nécessitant la manipulation de fluides frigorigènes.
Cette attestation est délivrée à l’issue d’un audit documentaire qui permet de vérifier, en fonction de la catégorie choisie, que l’opérateur dispose :
du personnel qualifié (cf : Avis du 9 août 2008, textes en téléchargement),
des outillages requis et du bon entretien de ces derniers (cf : Annexe II de l’arrêté du 30 juin 2008).
L'organisme indépendant assure le suivi des titulaires de l’attestation de capacité au travers d’un processus comportant deux phases principales :
Une évaluation sur le site de l’opérateur, au cours des 5 années,
Une évaluation documentaire des déclarations transmises par l’opérateur, annuellement.
Les catégories d’activités pour lesquelles l’attestation de capacité mentionnée à l’article R. 543-99 du code de l’environnement est délivrée :
Catégorie I : Contrôle d’étanchéité, maintenance et entretien, mise en service, récupération des fluides des équipements de tous les équipements de réfrigération, de climatisation et de pompe à chaleur.
Catégorie II : Maintenance et entretien, mise en service, récupération des fluides des équipements de réfrigération, de climatisation et de pompe à chaleur contenant moins de 2 kg de fluide frigorigène et contrôle d’étanchéité des équipements de réfrigération, de climatisation et de pompe à chaleur.
Catégorie III : Récupération des fluides des équipements de réfrigération, de climatisation et de pompe à chaleur contenant moins de 2 kg de fluide frigorigène.
Catégorie IV : Contrôle d’étanchéité des équipements de réfrigération, de climatisation et de pompe à chaleur.
Catégorie V : Contrôle d’étanchéité, maintenance et entretien, mise en service, récupération des fluides des systèmes de climatisation de véhicules, engins et matériels mentionnés à l’article R. 311-1 du code de la route.
8 - Lien du document technique et commercial de DANFOSS
http://www.danfoss.com/NR/rdonlyres/557D5885-B139-4A42-BFFB-75AB39D5975A/0/PF000C1..
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
