
Apres avoir longtemps hésité (surtout par manque d’information), je viens de faire l’acquisition d’un poste à souder TIG, MMA de marque KEMPPI modèle MASTERTIG MLS 2300 AC/DC avec panneau ACX.
J’espère vous faire partager ces quelques pages de présentation accompagnées de photos donnant un aperçu des qualités de ce matériel. (A voir jusqu'à la fin).
SOMMAIRE
1) Présentation du poste
2) Pince de masse
3) Torche TIG
4) Support de torche
5) Cagoule
6) Détendeur
7) Soudage acier électro zingué
8) Soudage aluminium
9) Remerciements
Rentrons dans le vif du sujet !
1 - Présentation du poste à souder TIG
Le poste et livré complet dans un pack contenant :
- Le poste à souder (MASTERTIG 2300 MLS AC/DC)
- Le panneau de commande (ACS ou ACX) suivant votre choix
- le câble de masse de 5 mètres avec pince
- La torche TIG de 8 mètres (TTC 220)
- Support de torche TIG
- Une Cagoule avec photocellule, teinte variable (BETA X90).
- Le détendeur débilitre blindé (ARGON/CO2 40 L/mn)
A l’ouverture du carton du poste, on peut s’apercevoir que le poste est bien protégé et qu’il est emballé dans une couverture afin de le protéger de la poussière et l’humidité.
Le panneau de commande n’est pas installé sur celui-ci, car l’utilisateur à la possibilité de choisir lors de l’achat entre deux modèles de panneaux (avec ou sans courant pulsé).
ACS pour la version standard et ACX pour la version courant pulsé.
Il suffit d’installer la façade que vous avez choisie à l’achat.
Si ce n’est pas déjà fait par votre revendeur, la méthode est très simple.
Il y a juste une nappe à raccorder sur le panneau et à le clipper sur le poste, dans le logement prévu à cet effet.
A chaque mise en service du poste, un test des voyants et des afficheurs est effectué.
Voici la photo du panneau ACX (celui que j’ai choisi).


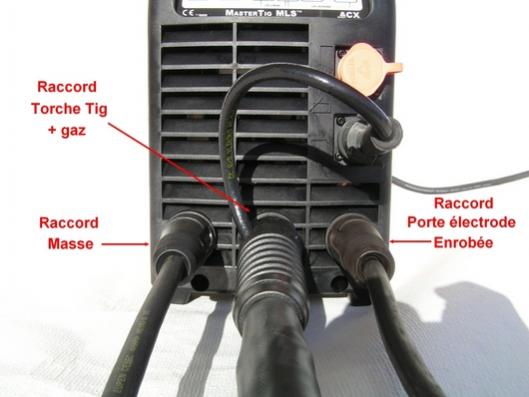
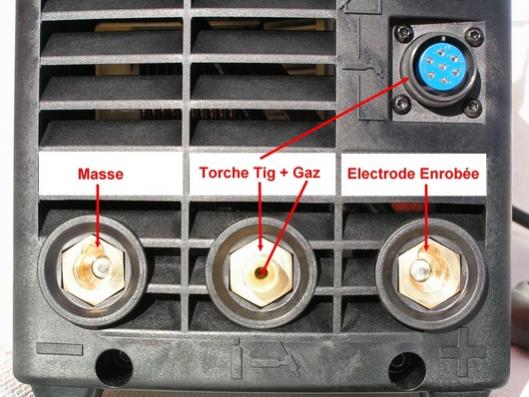
Le poste est fourni avec des caches poussières afin de protéger sur les connecteurs électriques de la télécommande et de la torche tig. Les raccordements de la pince de masse, du porte électrode enrobée et de la torche tig se font sur la face avant du poste.
Voir photo ci-dessous:
Le commutateur de Marche/Arrêt et le raccord d’entrée gaz se situe sur la face arrière.
Voir photo ci-dessous:
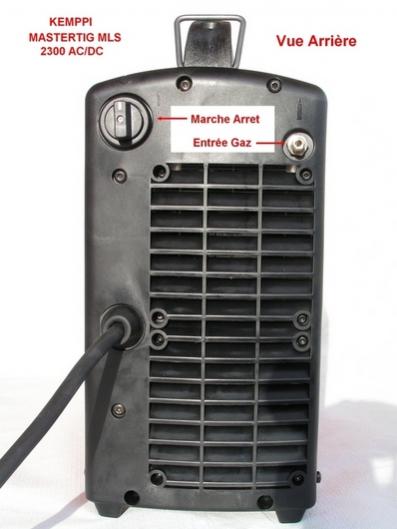
La ventilation qui sert au refroidissement du poste se fait de l’arrière vers l’avant.
Empêchant ainsi les particules agressives et les fumées d’être aspiré vers le poste.
Les cartes électroniques sont montées à la verticale, afin d’éviter les dépôts sur les composants et les problèmes dans le temps.
Il est bon de signaler au passage, la petite taille du poste ainsi que son poids record de 15 kg.
Ce qui le rend facilement transportable (exceptionnel pour un poste de 230 ampères).
Alimentation monophasé 16 Ampères fournie avec câble de 3x2,5mm² et prise moulé.
Malgré la prise de photos à l’extérieur, la lecture des afficheurs est plus que satisfaisante.
La lecture est claire et lumineuse. L électronique du poste et les afficheurs sont d’une très grande précision.
Entre les bornes de raccordement de la masse et du porte électrode enrobée (MMA), on peut lire une tension à vide de 60,7 V en DC-.
Ces mesures sont confirmées par le testeur et l’afficheur du poste
Voir photo ci-dessous:

La masse et le porte électrode enrobée doivent toujours rester sur les mêmes bornes de raccordement et ca, que l’on soit en AC, DC- ou DC+. (La masse à la borne négative et le porte électrode enrobée à la borne positive). Pour la torche Tig, on ne peut pas se tromper !
On ne peut pas la mettre ailleurs qu’au milieu. La borne de raccordement de la torche Tig sert aussi à la sortie Gaz.
C’est le poste qui fait l’inversion de polarité sur les bornes, en fonction du mode de soudage que l’on a choisi. Donc plus besoin de toucher à la connectique une fois le poste raccordé.
Voir photo ci-dessous:
Le MASTERTIG MLS 2300 AC/DC est prévu pour recevoir une unité de refroidissent KEMPPI MASTERCOOL 20. Si par la suite, vous optez pour cette solution de refroidissement, il suffira d’installer
une torche à refroidissement liquide à la place de la torche traditionnelle.
Le remplissage de la torche est alors commandé à partir du panneau de fonction.
Sur le coté du poste, en partie basse, on peut apercevoir les trous permettant la fixation de l’unité de refroidissement.
Voir photo ci-dessous

La documentation fournie avec le poste illustre bien les multiples fonctionnalités et facilite la prise en main de ce concentré de technologie.
En fonction de l’intensité de soudage et du type de courant choisie (AC, MIX, DC-, DC+), le poste affiche le diamètre d’électrode en tungstène préconisé. (Pratique quand on débute).
Par exemple:
- Pour un courant de soudage de 90 ampères en DC-, le poste affiche un diamètre d’électrode tungstène de 1,6.
- Pour un courant de 90 ampères en AC, le poste affiche un diam d’électrode tungstène de 3,2.
Ceci à titre indicatif bien sur, car en fonction des applications, l‘utilisateur reste libre d’utilisée le diamètre d’électrode de son choix.
Voir photo ci-dessous

2 - Pince du connecteur de masse
Le câble principal de 35 mm² mesure 5 mètres de long.
La pince de masse bénéficie de surfaces de contacts en cuivre à chacune de ses extrémités et sont reliés par des tresses de cuivre jusqu’ au câble principal.
Ouverture de la pince jusqu’à 6 cm.
Voir photo ci-dessous

3 - La torche de soudage TIG
La torche TIG et de très bonne qualité.
Le flexible est d’une légèreté et d’une souplesse remarquable.
Le soufflé installé juste avant le début de la torche facilite l’inclinaison.
(On ne ressent pas le poids du flexible).
De plus, les ergots présents sous la torche se déplacent et permettent une prise en main optimale.
Voir photo ci-dessous

La torche TIG a une tête rotative, ce qui permet à l’utilisateur de l’incliner selon la position de soudage et de pouvoir garder le pouce au dessus de la gâchette.
Efficace pour changer d’intensité (fonction MINILOG) sans bouger.
Voir photo ci-dessous

La gâchette de déclenchement de la torche fonctionne dans les deux sens.
(Appui sur le haut ou sur le bas de la gâchette).
Cela permet de descendre la main tout en bas de la torche et ainsi de pouvoir déclencher le soudage sans effort par un appui sur le bas de la gâchette.
Autre particularité importante, c’est que l’on a la possibilité d’allonger la tête de la torche !
On peut sortir la tête rotative de la torche de 2 centimètres.
Cela permet d’éloigner les doigts de la soudure, parce qu’a 230 ampères, on a vite fait de sentir la main chauffer même à travers le gant.
Voir photo ci-dessous

4 - Support de torche
Il est également fourni dans le pack un support de torche (TIG et MIG).
Le support de torche est monté sur une rotule cannelé et peut effectuer une rotation de 360
degrés par rapport à sa platine de fixation.
La fourniture de ce genre d’accessoire montre bien à quel point, KEMPPI est soucieux du détail et du confort du soudeur.
Voir photo ci-dessous

5 - La cagoule électronique de soudeur
Le masque de soudage KEMPPI BETA 90X possède quand à lui :
- Réglage de la sensibilité de déclenchement
- Réglage de la teinte de 9 à 13
- Réglage du délai de retour à l’état clair
L’avantage par rapport à d’autres cagoules, c’est qu’il n’y a pas de bouton de mise en service.
Elle est en permanence opérationnelle !
Ce qui fait qu’elle ne s’éteint pas au bout de quelques minutes et on évite ainsi de prendre un coup d’arc dans les yeux parce qu’on n’avait pas vu que la cagoule s’était éteinte.
(ca m’arrive avec mon ancienne cagoule)
La visière est aussi rabattable et il reste une glace de protection sur la cagoule même une fois ouverte.
C’est pratique pour piqueter le laitier des soudures MMA.
Voir photos ci-dessous


6 - Le manodétendeur-débitmètre
Le détendeur débitlitre blindé (de 40 L/mn) est très bien protégé, grâce à sa coque souple moulée.
Voir photo ci-dessous

7 - Soudage sur acier électro-zingué
Venons-en au soudage !
Je tiens à préciser que je suis loin d’être un soudeur expérimenté, mais simplement un amateur aux gestes encore imprécis.
Apres plusieurs minutes de prise en main des fonctions du poste,
(et le massacre de quelques pièces martyres),
L’efficacité de certains paramètres se fait déja ressentir.
J’avoue d’ ailleurs être surpris des différents résultats obtenus, sans avoir vraiment besoins d’optimiser les réglages de base du poste.
A ce sujet, toutes les valeurs de réglage d’usine du poste sont affichées
(Avec un petit point en bas à droite de l’afficheur) afin que l’utilisateur
puisse retrouver facilement les réglages d’origine. Merci KEMPPI d’y avoir pensé !
La qualité de l’amorçage HF est appréciable et la qualité de l’arc généré en TIG est impressionnante surtout lorsque l’on commence à jouer avec les différents paramètres de soudage. (Courant pulsé, Mix courant, fréquences et la liste est longue)
Voici quelques photos illustrant une partie des possibilités de la machine.
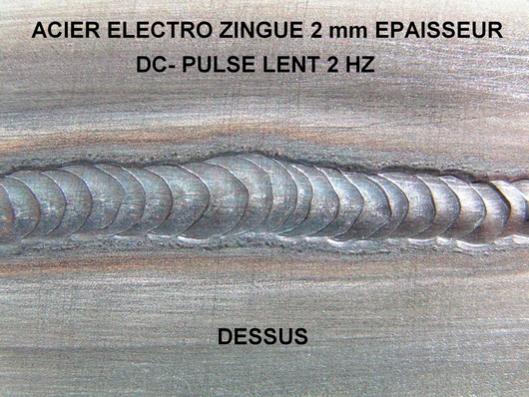
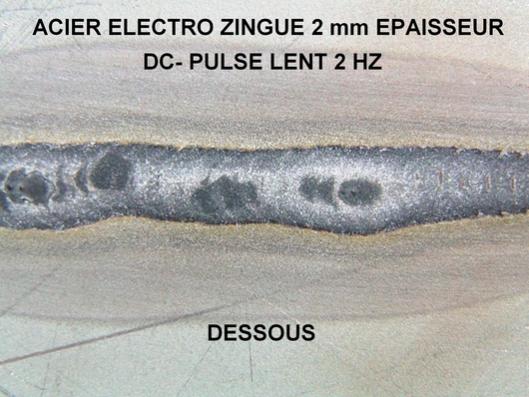
7-A) Tout d’abord, un cordon en DC- courant pulsé lent (sans métal d’apport)
Courant moyen de soudage 64 Ampères et une fréquence de pulsation de 2 Hz sur de l’acier électro zingué de 2 mm d’épaisseur.
But de la manœuvre: fusionner le métal de la partie supérieure de la tôle mais sans déformation de l’envers.
La main du soudeur manque encore de précision, mais on voit bien les vagues du courant pulsé sur la partie superieure.
Voir photo ci-dessous
Sur le dessous de la tôle, on aperçoit la trace du cordon, la zone de chauffe mais on ne sent pas de déformation du métal au touché.
Ceci grâce à la finesse des réglages et surtout à la précision de l’arc.
Voir photo ci-dessous
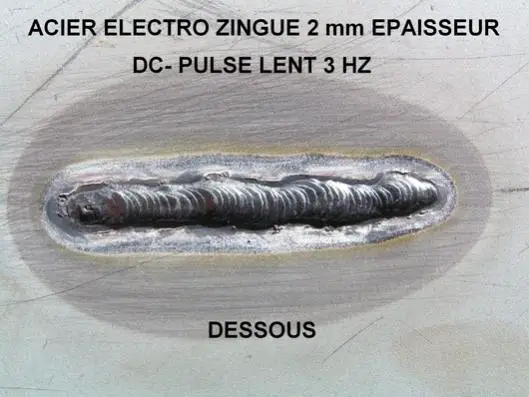
7-B) Voici la même tôle (électro zingué de 2 mm d’épaisseur)
Toujours en DC- avec la même intensité de courant de soudage (64 ampères), mais avec 1 Hz supplémentaire sur la fréquence de pulsation (3 Hz au lieu de 2 Hz) et une avance un peu plus lente.
But de la manœuvre: fusionner le métal de la partie supérieure de la tôle et en même temps, la partie inferieure (envers).
Voir photo ci-dessous
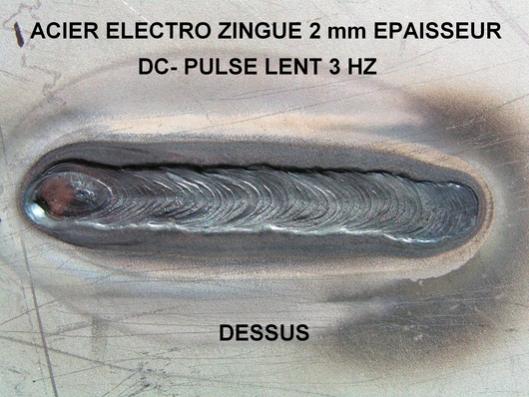
La différence de pénétration est impressionnante.
On remarque un cordon de chaque coté de la tôle alors qu’il n’y a qu’une passe sur la partie supérieure et pas de reprise envers.
Voir photo ci-dessous
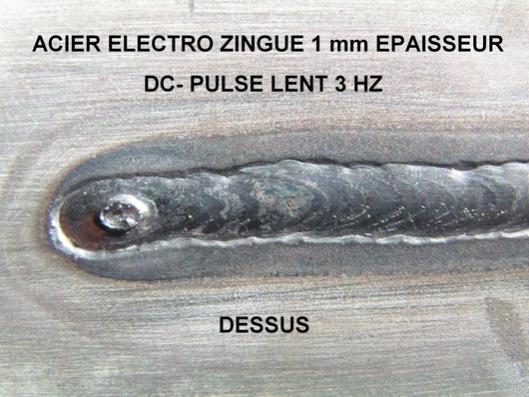
7-C) Passons maintenant à quelque chose de plus fin.
Toujours en DC- courant pulsé lent (sans métal d’apport) sur de la tôle électro zingué de 1 mm d’épaisseur.
But de la manœuvre: fusionner le métal de la partie supérieure de la tôle et en même temps, la partie inferieure (envers).
L’intensité de soudage a été abaissée car la tôle est plus fine et la fréquence du courant pulsé a été augmenté afin d’obtenir plus de pénétration.
Le courant pulsé est très intéressant sur l’acier électro zingué car le courant HAUT de la pulsation permet de vaporiser la couche de zinc et évite ainsi la pollution du bain de fusion pendant la soudure.
Aucune préparation n’a été faite avant les cordons, pas de dégraissage des pièces non plus.
(Certains vont s’arracher les cheveux en lisant cela)
Le cordon a été volontairement interrompu pendant le cycle de soudage afin de figer le bain de fusion et de mettre en évidence le travail de courant pulsé.
On peut apercevoir sur la photo ci-dessous la goutte figée en hauteur à la fin du cordon.
Cette fois encore, sur la photo ci-dessous, on aperçoit aussi un cordon à l’ envers.
(Alors qu’il n’y a pas eu de passe à l’ envers de la tôle).
La tôle est soudée aussi bien d’ un coté que de l’autre !
C’est encore le résultat d’un courant moyen avec pulsation en courants HAUT et BAS.
On voit également la goutte du bain de fusion figé en dessous.
(Elle dépasse en surépaisseur du bain de fusion de presque 1 mm).
Cela se produit à chaque pulsation des courants HAUT et BAS.
Les cordons sont brossés à la brosse métallique afin de mettre en évidence les traces de la zone de décapage (blanchâtre) autour du cordon.
Décapage facilité grâce au courant pulsé HAUT sur les deux faces de la tôle.

A noter que ces cordons sont réalisés sur de la tôle pleine sans apport de métal.
Faire une soudure entre deux tôles avec métal d’apport est une autre histoire !!!
8 - Soudage sur alliage d'aluminium
Nous allons maintenant passer à la soudure aluminium.
Aucune préparation n’a été faite avant les cordons, et aucun dégraissage des pièces non plus.
Ceci afin de comparer la qualité des cordons en fonction des procédés utilisés.
(AC normal, AC pulsé lent, Mix Tig). Et vous allez voir qu’il y a des différences !
Je précise que tous ces cordons ont étés effectués avec électrode affuté en pointe.
8-A) Courant AC normal
Courant alternatif AC, balance de décapage à moitié.
(Ce qui correspond à une valeur de réglage de -25% sur le panneau de commande puisque les réglages balances vont de -50% à 0% sur le MASTERTIG 2300 MLS AC/DC).
Un courant de soudage de 80 ampères et une fréquence de 60 Hz. (sans métal d’apport)
Voir photo ci-dessous.
(Les couleurs noir et orangé que l’on voit sur les photos des plaques alu, sont dues au reflet de mes mains et de l’objectif sur l’alu).
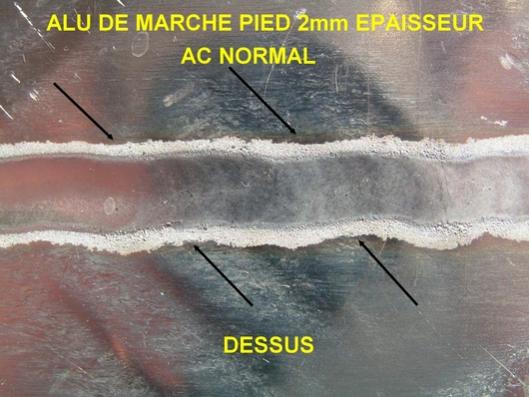
Sur la photo ci-dessus, vous remarquerez que la largeur du cordon et irrégulière à certains endroits (représentés par des flèches noires).
Ceci est dû aux différences d’épaisseurs à certains endroits de la plaque alu.
(C’est une plaque alu de marche pied avec antidérapants en surépaisseur).
Sur les zones plus épaisses, la largeur du cordon a tendance à rétrécir, car l’épaisseur d’aluminium supplémentaire absorbe la chaleur et réduit la largeur le cordon.
8-B) Courant AC PULSE LENT
Cette fois, nous allons voir un cordon aluminium, mais avec courant pulsé.
Amorçage HF 2T
Courant de soudage 80 Ampères
Balance de décapage -25%
Fréquence AC 60 Hz
Mode pulsé LENT
Courant de pulsation HAUT 228 Ampères
Courant de pulsation BAS 45 Ampères
Ration de pulsation 18 %
Fréquence de pulsation 2 Hz
Le résultat est remarquable !
Voir photo ci-dessous.
(Les couleurs noir et orangé que l’on voit sur les photos des plaques alu, sont dues au reflet de mes mains et de l’objectif sur l’alu).

8-C) Courant MIX TIG
Chez KEMPPI, ils ont poussé le vice encore plus loin !
Leur nouveau procédé s’appelle MIX TIG. (MIX COURANT)
C’est à la fois une alternance de courant AC et DC-.
C’est hallucinant !
Amorçage HF 2T
Courant de soudage 80 Ampères
Balance de décapage -25%
Fréquence AC 60 Hz
Mode MIX TIG
Cycle AC 50%
Durée de l’alternance AC/DC 0,6 secondes
Cycle DC- 100%
Sélection de la forme d’onde du courant AC SQUARE (Onde carré)
Et oui ! Avec le MASTERTIG MLS 2300 AC/DC de KEMPPI, on peut même sélectionner la forme d’onde du courant AC (Sinusoïdal ou carré).
Le décapage de la couche d’alumine est effectué par le bombardement d’électrons en AC et la pénétration en profondeur est améliorée grâce au courant DC-.
En jouant avec les paramètres, on peut modifier les phases de pénétration et de destruction de la couche d’oxyde d’alumine.
On peut s’apercevoir que la pénétration étant améliorée, la largeur du cordon est plus fine, plus précise et que le phénomène de rétrécissement du cordon (due à la surépaisseur de l’alu) a disparu.
On note également que le cordon semble être plus propre ! (moins d’impuretés)
Voir photo ci-dessous

Voyons maintenant l’envers de la plaque d’aluminium après soudure.
On constate qua la pénétration est régulière sur l’envers malgré la surépaisseur.
Voir photo ci-dessous

Il reste encore une multitude de fonctions à exploiter sur le MASTERTIG MLS 2300 AC/DC dont je n’ai pas parlé.
Elles sont toutes aussi très utiles.
- Amorçage HF ou par contact (PAC)
- Mode 2 T (soudage avec maintient du doigt sur la gâchette et arrêt au relâchement)
- Mode 4 T (permet de ne pas laisser le doigt sur la gâchette pendant le soudage).
- Minilog (permet d’utiliser une deuxième intensité de soudage programmable pour les passages fin ou plus épais par simple impulsion sur la torche)
- 4 T log (permet le préchauffage des matériaux avant soudage)
- Spot (Temporisation permettant de faire des pointages de mêmes longueurs)
- Microtack (permet un pointage rapide et puissant en HF ou en PAC)
- Mémorisation par canaux des paramètres de soudage (10 mémoires)
- Courant Pulsé Synergique (les paramètres de pulsation sont automatiquement calculés quand le courant de soudage moyen est sélectionné).
- Réglage pré Gaz
- Réglage de temps de montée en courant.
- Réglage du courant de surintensité à l’amorçage.
- Réglage de la pente d’évanouissement
- Réglage Post Gaz
- Sélecteur pour commande à distance
- Test gaz (permet de purger le tuyau et de régler le débit gaz de la torche)
- Soudage à l’électrode enrobé (MMA)
- Réglage du dynamisme d’arc (MMA) permet d’avoir un arc plus doux ou plus dur.
- Hot Start (MMA) augmente la puissance à l’amorçage afin d’éviter le collage sur les baguettes humides ou difficiles à amorcer.
Ce serai vraiment trop long de parler de toutes les ces fonctions dans le détail, mais je suis convaincu d’une chose: quand on a gouté à ce poste, on peut plus s’en passer !
Les soudures et les photos ont étés réalisées par mes soins, ainsi que la rédaction du texte.
Cet article exprime mon ressenti personnel en tant qu’amateur et possesseur du MASTERTIG MLS 2300 AC/DC (ACX) présenté dans cet article.
Ce qu’il faut retenir de ces quelques pages, ce ne sont pas mes qualités de soudeur (parce que je n’en ai pas),
Mais tout simplement que le pack fourni par KEMPPI est très complet et que la technologie avancée du MASTERTIG 2300 MLS AC/DC offre des possibilités de soudage exceptionnelles en fonctions des applications et du panneau (ACS ou ACX) que vous aurez choisi.
La qualité d’arc de ce matériel est un vrai bonheur et quelques soit la version choisie, la compréhension et la maitrise des fonctions restent faciles de prise en main.
9 - Remerciements
Je voudrais remercier la société SODICA (Agence de SETE) pour son accueil chaleureux, ainsi que le technico-commercial Mr FARRES, pour ses précieux conseils en matière de soudage, et pour sa disponibilité puisqu’ il a fait le déplacement jusque chez moi pour la mise en service et a fourni quelques pièces martyres pour le test du matériel.
De plus vous avez la possibilité de l’essayé avant d’acheter.
(Ce n’est pas partout qu’on voit ca, il faut le souligner !).
Frédéric FARRES
Tel : 06.84.83.70.92
Fax : 04.68.85.32.32
(Responsable soudage et vente du materiel KEMPPI dans le sud de la France)
soudage@sodica.net
Je souhaite également remercier les créateurs, les acteurs et les utilisateurs du site Soudeurs.com car ce site est une véritable mine d’information aussi bien pour les débutants que pour les passionnés en quête d’informations et de nouvelles technologies.
Cela fait maintenant deux ans que je prends plaisir à lire les différents sujets du forum, et les échanges sont d’une très grande richesse pour les utilisateurs comme moi.
Merci à vous tous
Electrotek
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

