
1 - Les essais de pliage
L'essai consiste à exercer sur une éprouvette, à température ambiante, une déformation plastique par pliage.
L'éprouvette est prélevée transversalement ou longitudinalement à l'assemblage soudé. Une seule face de l'éprouvette est mise en extension (endroit, envers ou côté). Le pliage est réalisé jusqu'à ce que l'une des branches de l'éprouvette fasse un angle alpha déterminé avec le prolongement de l'autre branche.
La norme européenne de référence pour prélever et réaliser l'essai est la NF EN ISO 5173 Août 2010 .
 |
 |
2 - Localisation des éprouvettes de pliage dans un joint soudé
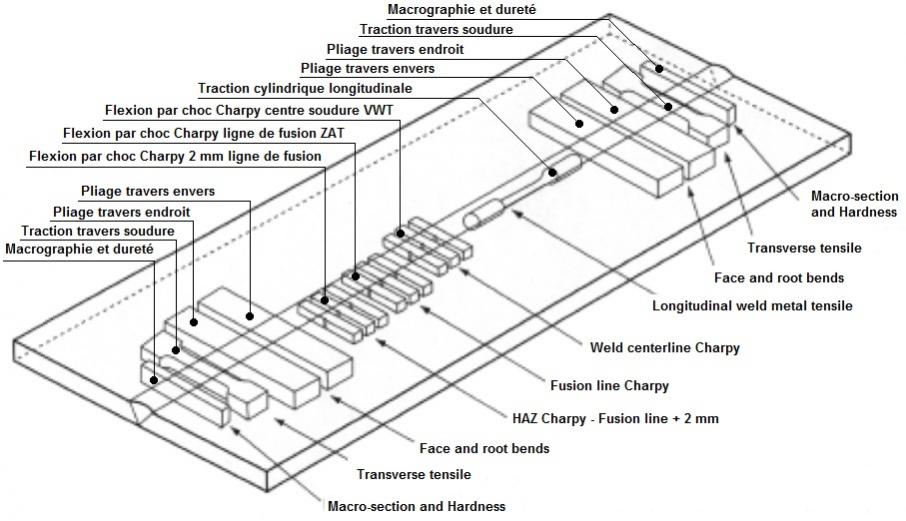
| Différentes positions d'éprouvettes de pliage | |
| Pliage transversal | Pliage longitudinal |
 |
 |
Pour l'essai de pliage transversal des soudures bout à bout, l'éprouvette doit être prélevée transversalement dans l'assemblage soudé du produit manufacturé ou dans la pièce d'essai soudée, de manière qu'après usinage l'axe de la soudure demeure au centre de l'éprouvette ou dans une position permettant la réalisation de l'essai.
Pour l'essai de pliage longitudinal de soudures bout à bout, l'éprouvette doit être prélevée longitudinalement dans l'assemblage soudé du produit manufacturé ou dans la pièce d'essai soudée.
3- Les différents types d'éprouvettes de pliage
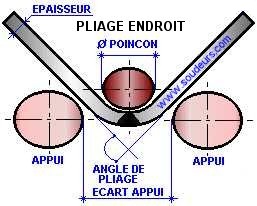
3 - 1 - Le pliage transversal endroit
| Différents types d'éprouvettes de pliage | |
| Type d'éprouvette | Observations |
| |
Pliage transversal endroit La finition du cordon est en extension Épaisseur de la pièce <= 12 mm Diamètre du poinçon 4 x e (acier) Angle de pliage 120° à 180° (acier) |
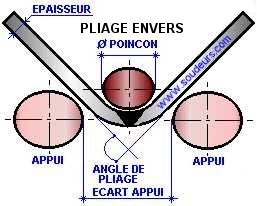
3 - 2 - Le pliage transversal envers
| Type d'éprouvette | Observations |
| |
Pliage transversal envers La racine du cordon est en extension Épaisseur de la pièce <= 12 mm Diamètre du poinçon 4 x e (acier) Angle de pliage 120° à 180° (acier) |
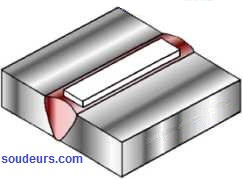
3 - 3 - Le pliage transversal côté
| Type d'éprouvette | Observations |
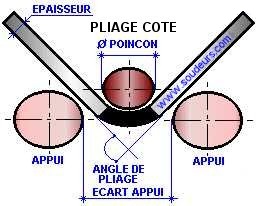 |
Pliage transversal côté La soudure est en extension Épaisseur de la pièce > 12 mm Diamètre du poinçon 4 x e (acier) Angle de pliage 120° à 180° (acier) |
4 - La découpe et la préparation des éprouvettes
Les éprouvettes sont découpées avec un procédé mécanique ou thermique sur les aciers.
Le procédé de découpage ne doit pas modifier les propriétés mécaniques de l'éprouvette. pour éviter l'écrouissage superficiel ou l'échauffement excessif du matériau.
Le cisaillage est interdit sur les épaisseurs supérieures à 6 mm.
La préparation ne doit pas altérer les propriétés mécaniques de l'éprouvette.
Les bords de l'éprouvette doivent être arrondis (rayon = 0,2 x épaisseur de l'éprouvette - maxi 3 mm) et l'état de surface doit être soigné et exempt de rayures ou entailles.
Sauf convention contraire, les surépaisseurs de soudure sont éliminées.
Les surfaces de l'éprouvette doivent être usinées de sorte d'éliminer, sauf spécification contraire dans la norme d'application correspondante et/ou sauf convention contraire entre les parties contractantes, les surépaisseurs de soudure. Sauf spécification contraire, l'excès de pénétration peut être laissé intact à l'intérieur des tubes de petit diamètre sur la face opposée au poinçon.
5 - Les dimensions des éprouvettes d'essais
| Les dimensions des éprouvettes de pliage | |
| Type d'éprouvette | Observations |
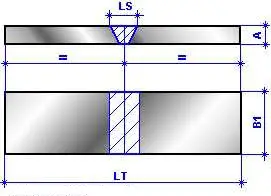 |
Pliage transversal endroit ou envers - e < ou = 12 mm A = épaisseur de l'éprouvette B1 = largeur = 1,5 à 4 x A (20 mm mini) LT = longueur = distance entre rouleaux + 2 x rayon du rouleau |
| Type d'éprouvette | Observations |
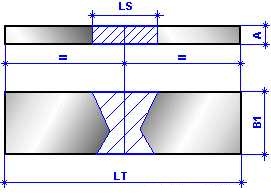 |
Pliage transversal côté e >12mm A = 10 mm au minimum B1 > ou = 1,5 A LT = longueur = distance entre rouleaux + 2 x rayon du rouleau |
| Type d'éprouvette | Observations |
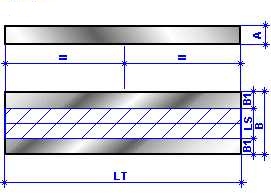 |
Pliage longitudinal endroit ou envers B1 = (B - LS) / 2 LT = longueur = distance entre rouleaux + 2 x rayon du rouleau |
a) Essais de pliage transversal envers ou endroit
1) Pour les tôles
Sauf spécification contraire dans la norme d'application correspondante, la largeur, b, de l'éprouvette doit être supérieure ou égale à 4 x épaisseur.
2) Pour les tubes, la largeur, b, de l'éprouvette doit avoir au moins la valeur suivante:
⎯ pour les tubes de diamètre < 50 mm: b = t + 0,1 D (diamètre minimal de 8 mm);
⎯ pour les tubes de diamètre > 50 mm: b = t + 0,5 D (diamètre minimal de 8 mm et maximal de 40 mm).
Pour un diamètre extérieur, D, > 25 × l'épaisseur de paroi du tube, l'éprouvette peut être prélevée selon les modalités prévues pour les tôles planes.
6 - Les symbolisations utilisées dans la norme
A : Épaisseur de l'éprouvette
B : Largeur de l'éprouvette
b1 : Largeur hors de soudure
c : Épaisseur du revêtement
D : Diamètre extérieur du tube
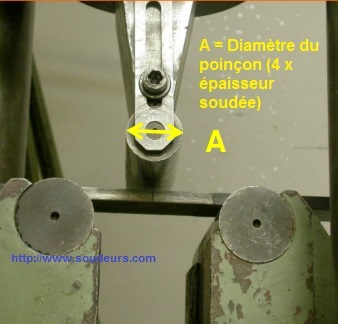
D : Diamètre du poinçon
L : Distance entre les rouleaux
Lf : Distance initiale entre le point de contact du rouleau et l'axe de la soudure
Lo : Longueur initiale entre les repères
Ls : Largeur maximale de la soudure après usinage
Lt : Longueur totale de l'éprouvette
R : Rayon des rouleaux
R : Rayon d'arrondi des arêtes de l'éprouvette
T : Épaisseur de l'assemblage soudé ou du matériau support sous le placage
a : Angle de pliage
FBB : Éprouvette de pliage endroit sur soudure bout à bout
RBB : Éprouvette de pliage envers sur soudure bout à bout
SBB : Éprouvette de pliage transversal de côté sur soudure bout à bout
FBC : Éprouvette de pliage endroit sur revêtement, sans soudure bout à bout
SBC : Éprouvette de pliage de côté sur revêtement, sans soudure bout à bout
FBCB : Éprouvette de pliage endroit sur revêtement, avec soudure bout à bout
SBCB : Éprouvette de pliage de côté sur revêtement, avec soudure bout à bout
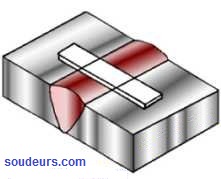
7 - Photographie d'un pliage travers à 180°
L'éprouvette de pliage est pliée dans un montage adapté

8 - Les résultats à obtenir selon les normes européennes
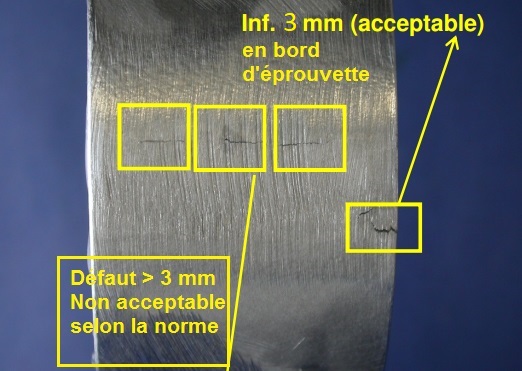
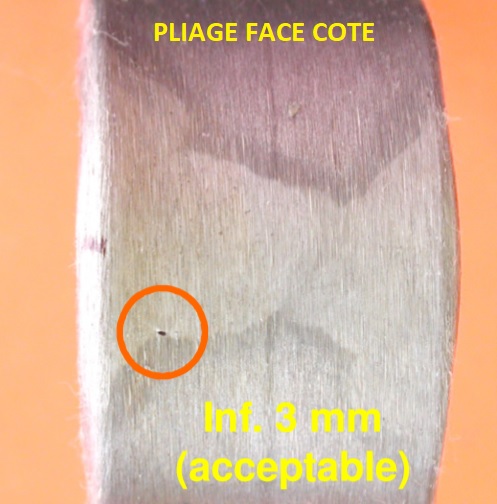
Les éprouvettes de pliage ne doivent révéler aucune discontinuité supérieure ou égale à 3 mm, quelle que soit son orientation.
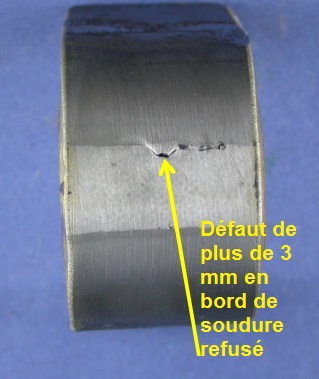
Les discontinuités apparaissant sur les arêtes d’une éprouvette de pliage pendant l’essai ne doivent pas être pris en compte dans l’évaluation, sauf s’il s’avère que la fissuration est due à une pénétration incomplète, à la présence de laitier ou à une autre discontinuité.
9 -Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

