
Il est nécessaire de se reporter au code de construction imposé par le donneur d'ordre de la fabrication soudée pour connaître toutes les spécifications techniques applicables et relatives au soudage.
Nota important : Les recommandations ci-dessous sont génériques. Elles ne sont données qu'à titre indicatif et ne peuvent engagées d'aucune manière la responsabilité du site Soudeurs.com.
1 - Dispositions générales de conception des assemblages soudés
[*]Éviter les brusques changements de forme et d'épaisseur
[*]Éviter d'assembler des pièces d'épaisseurs trop différentes
[*]Placer les joints soudés sur les axes de symétrie des pièces ou symétriquement à ceux-ci
[*]Réduire les contraintes dues au retrait de soudure
[*]Limiter les soudures d'angle et les dimensionner à leur juste valeur
[*]Respecter une distance minimum entre soudures sur les pièces pliées à froid
[*]Décomposer les ensembles complexes en sous-ensembles simples
2 - Soudure bout à bout de pièces d'épaisseurs différentes
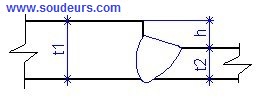
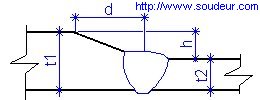
Dans le cas d'assemblage bout à bout de pièces soudées d'épaisseurs différentes, la variation de section doit s'effectuer progressivement lorsque la différence d'épaisseurs h = t1 - t2 est supérieure à 2 mm.
Il est donc nécessaire de réaliser une pente de raccordement h/d entre l'épaisseur la plus forte et l'épaisseur la plus faible. La pente de raccordement h/d est comprise entre 1/3 et 1/4 selon les sollicitations en service de la soudure. La pente est de préférence réalisée sur la face extérieure du joint soudé pour limiter les éventuels effets de turbulence ou de perte de charge. Cette pente est réalisée généralement par usinage.
[*]Sollicitation par charges statiques : Pente h/d égale à 1/3
[*]Sollicitation par charges cycliques : Pente h/d égale à 1/4 (valeur recommandée)
 |
 |
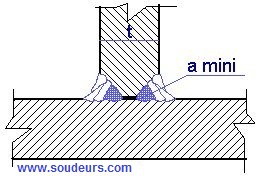
3 - Gorge minimale de soudure à pénétration partielle
 |
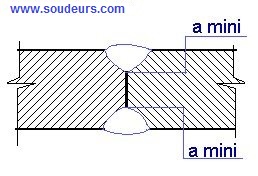 |
La gorge minimale d'une soudure avec chanfrein à pénétration partielle doit être au moins égale aux valeurs indiquées dans le tableau ci-dessous selon l'épaisseur la plus faible.
| Épaisseur soudée la plus faible en mm | Gorge minimale en mm |
| 4 à 5mm | 2 mm |
| 6 mm | 3 mm |
| 7 à 12 mm | 5 mm |
| 13 à 20 mm | 6 mm |
| 21 à 40 mm | 8 mm |
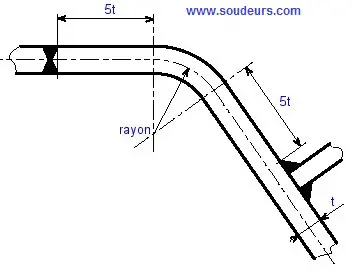
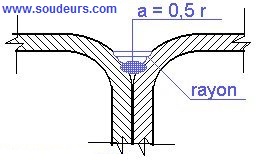
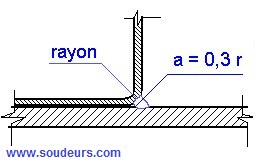
4 - Soudure sur chanfrein naturel
La gorge minimale d'une soudure avec chanfrein naturel à pénétration partielle doit être au moins égale aux valeurs indiquées dans le tableau ci-dessous selon le rayon de formage appliqué.
 |
 |
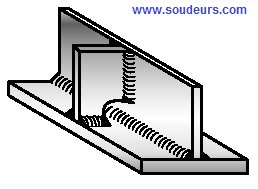
5 - Croisement de soudures d'angle
| Lorsqu'il y a un croisement de soudure d'angle, sur un assemblage soudé d'un ensemble sollicité , les angles rapportés doivent être généralement fermés. | 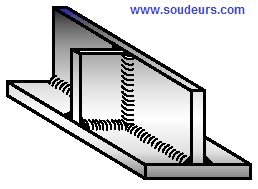 |
| Lorsque l'assemblage soudé est peu sollicité, des échancrures sont admises si les ensembles ne sont pas soumis aux atmosphères corrosives. Il est recommandé de boucler correctement toutes les terminaisons de soudures pour assurer l'étanchéîté du cordon. |
 |
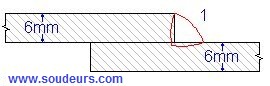
6 - Soudure d'angle à clin
La gorge nominale doit être au plus égale à 0,7 x l'épaisseur la plus faible, lorsque l'épaisseur des pièces est inférieure ou égale à 6 mm.
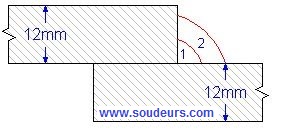
En règle générale, lorsque l'épaisseur est supérieure à 6 mm, il doit subsister un bord non fondu d'une hauteur h > 1 mm. Dans ce cas la gorge est égale à 0,7(t ? h).
Les soudures d'angle accusent une mauvaise répartition des forces quand elles sont soumises à des contraintes de traction ou de compression. De plus, l'arête non soudée crée une entaille interne permanente. Les assemblages d'angle dont la fusion complète de la racine n'est pas assurée donnent satisfaction lorsqu'ils sont soumis à des charges statiques. Ils ne peuvent être retenus pour des éléments de construction soumis à des charges dynamiques car c'est à la racine que l'on trouve les pointes de contraintes les plus élevées.
 |
 |
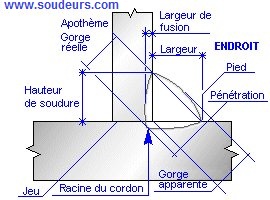
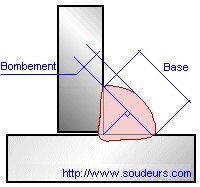
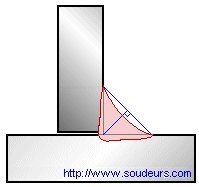
7 - Gorge d'une soudure d'angle
| La gorge apparente est la section de soudure indiquée sur le DMOS, la fiche de soudage ou le plan de fabrication (exemple : a = 6 mm). Cette gorge apparente est contrôlée avec un mesureur de profil, une jauge ou un calibre de soudure. La gorge réelle ne peut être mesurée qu'à partir d'une coupe macrographique après découpage, polissage et attaque chimique. |
 |
 |
 |
| Ce profil de cordon de soudure d'angle convexe est tout particulièrement à éviter. (concentration de contraintes) |
Ce profil de cordon de soudure d'angle concave est particulièrement recommandé pour les assemblages sollicités. |
8 - Exemple de calcul de résistance d'un cordon de soudure bout à bout
La formule de calcul pour les cordons de soudure bout à bout est :
N = se x épaisseur x longueur utile
se = limite élastique du métal soudé. (Nuance S 235 = 235 N / mm2 ou 23,5 daN / mm2)
L'effort maximal exercé sur un plat soudé bout à bout de longueur 500 et d'épaisseur 15 mm est :
N = 23,5 x 15 x 500 = 176 250 daN
Si la section de la soudure n'est pas égale à l'épaisseur, une vérification de la résistance de l'assemblage doit être réalisée par calcul :
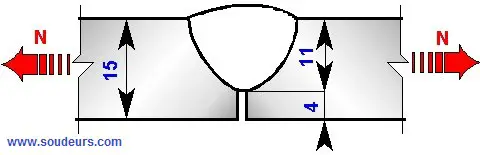
N = 23,5 x 11 x 450 = 116 325 daN
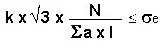
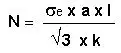
9 - Exemple de calcul de résistance d'un cordon frontal de soudure d'angle
La formule de calcul simplifiée pour les cordons frontaux de soudure est :
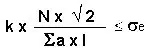
k = 0,7 pour un acier type S 235
l = longueur soudée utile en mm
se = limite élastique du métal soudé. (Nuance S 235 = 235 N / mm2 ou 23,5 daN / mm2)
a = section de gorge soudée du cordon en mm
Pour calculer l'effort N supporté par les soudures frontales ci-dessous :
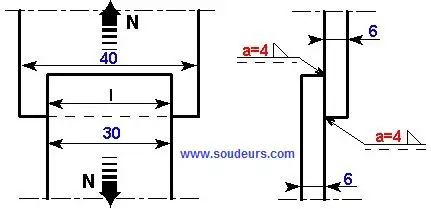
La formule de calcul est la suivante :
Dans notre calcul, la longueur utile de chaque cordon de soudure est de 30 mm :
N = (23,5 x 4 x (2 x 30)) / (1,414 x 0,7) = (5640 / 0,9898) = 5698,12 daN
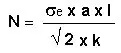
10 - Exemple de calcul de résistance d'un cordon latéral de soudure d'angle
La formule de calcul simplifiée pour les cordons latéraux de soudure est :
k = 0,7 pour un acier type S 235
l = longueur soudée utile en mm
se = limite élastique du métal soudé. (Nuance S 235 = 235 N / mm2 ou 23,5 daN / mm2)
a = section de gorge soudée du cordon en mm
Pour calculer l'effort N supporté par les soudures latérales ci-dessous :
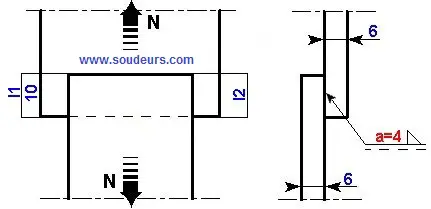
La formule de calcul est la suivante :
Dans notre calcul, la longueur utile de chaque cordon de soudure est de 10 mm :
N = (23,5 x 4 x (2 x 10)) / (1,732 x 0,7) = (1880 / 1,2124) = 1550,64 daN
8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

