
1 - Préambule
Le contenu de cet article est tiré en partie du code ASME IX Edition 2000. Le site Soudeur.com ne peut être tenu pour responsable des erreurs d'interprétation contenues dans le présent article. Nous vous invitons à nous retourner toute anomalie constatée afin de la corriger et nous vous en remercions par avance.
Il est très facile de critiquer un travail terminé, mais il est beaucoup plus difficile de le créer !
2 - Définition d'une Welding Procedure Qualification ou W.P.S.
Selon la section IX de l'ASME QW-200 (code américain), la W.P.S. est l'ensemble des opérations appliquées à une ou plusieurs pièces métalliques de nuance, de forme et dimensions, données en vue d'obtenir un assemblage soudé qui répond à des critères de qualité préalablement définis. Un exemple de la forme d'édition proposée se trouve au paragraphe QW-482 de l'ASME IX
Selon la section IX de l'ASME Article 4 QW-401, la W.P.S. doit préciser un certain nombre de variables (Welding Data) classées selon les paragraphes suivants :
[*]QW-402 Joints (Préparation des bords à souder et croquis des chanfreins)
[*]QW-403 Base Metals (Description des pièces à souder : nuance, norme, P-number...)
[*]QW-404 Filler Metals (Description du métal d'apport : nuance, norme, F-number...)
[*]QW-405 Positions (Description de la position fondamentale de soudage)
[*]QW-406 Preheat (Description du préchauffage éventuel avant soudage)
[*]QW-407 Postweld Heat Treatment (Description du T.T.H. après soudage)
[*]QW-408 Gas (Description de la protection gazeuse endroit, envers et trainard)
[*]QW-409 Electrical Characteristics (Description des paramètres électriques)
[*]QW-410 Technique (Description des techniques comme le meulage, le martelage)
 Une base de données américaine des P-Numbers avec outil de recherche (en anglais) Une base de données américaine des F-Numbers avec outil de recherche (en anglais)
Une base de données américaine des P-Numbers avec outil de recherche (en anglais) Une base de données américaine des F-Numbers avec outil de recherche (en anglais)Les variables sont classées selon 3 catégories :
[*]QW-251.2 Essential Variables - La modification d'une variable essentielle exige la requalification de l'assemblage. Par exemple si le F-Number du métal d'apport change, une requalification de l'assemblage est nécessaire (voir PQR).
[*]QW-251.2 Supplementary essential variables .- Ces variables supplémentaires sont applicables lorsqu'il y a exigence d'essais de résilience sur les aciers non alliés et faiblement alliés avec température de service inférieure à - 29° C (Voir UCS66 Section ASME VIII Division 1). La modification d'une variable supplémentaire essentielle exige la requalification de l'assemblage car elle peut remettre en cause les résultats des essais de résiliences. Par exemple si la position de soudage de l'assemblage change, une requalification est nécessaire (voir PQR).
[*]QW-251.3 Nonessential Variables.- La modification d'une variable non essentielle ne remet pas en cause la qualification de l'assemblage. Le diamètre du métal d'apport est une variable non essentielle en GTAW / TIG. Le fait de changer de diamètre de fil ne demande pas la requalification de l'assemblage..
Une fiche de W.P.S. doit être rédigée pour chaque joint soudé rencontré en fabrication et doit être qualifiée par une P.Q.R. qui est obligatoirement référencée sur la W.P.S.
Dans la W.P.S. toutes les variables essentielles, supplémentaires et non essentielles doivent être indiquées.
3 - Définition d'une Procedure Qualification Record ou P.Q.R.
Selon la section IX de l'ASME QW-200.2 la P.Q.R. est le rapport de qualification d'un mode opératoire de soudage qui récapitule toutes les variables essentielles et les variables essentielles supplémentaires des opérations appliquées à l'assemblage par soudage d'une ou de plusieurs pièces métalliques de nuance, de forme et de dimensions connues ainsi que tous les contrôles non destructifs et essais mécaniques réalisés (tractions, pliages et éventuellement résiliences).
Un exemple de la forme d'édition proposée se trouve au paragraphe QW-483 de l'ASME IX.
La P.Q.R. ne peut être qu'à l'entête du constructeur (QW-103.2 Records). Un organisme de certification ne peut émettre une P.Q.R. avec son logo en entête.
La certification de la P.Q.R. par un organisme de certification n'est pas obligatoire si et seulement si le constructeur possède le "stamp" ASME.
Dans la P.Q.R. seules les variables essentielles et supplémentaires doivent être indiquées.
4 - Types des essais exigés par l'ASME IX
Les essais exigés par l'ASME sont peu nombreux comparés aux différentes normes européennes et aux cahiers des charges spécifiques applicables sur le territoire français.
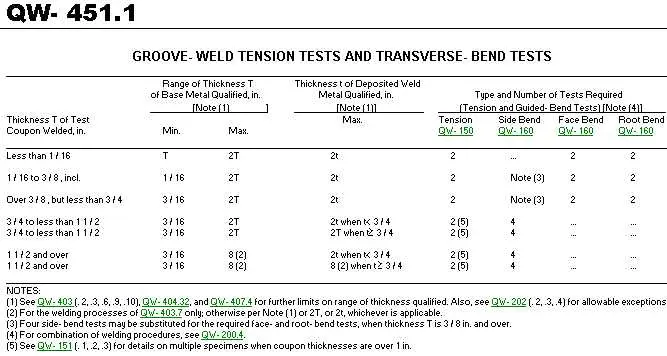
4 - 1 -Pour les assemblages bout à bout homogènes (Butt-Weld)
[*]Radiographie de l'assemblage bout à bout (QW-191 Radiographic Examination)
[*]2 tractions travers (QW-150 Tension tests)
[*]2 pliages travers face endroit (QW-161.2 Transverse Face Bend) jusqu'à 19 mm d'épaisseur ou côté si e > 19 mm (QW-161.1 Transverse Side Bend)
[*]2 pliages travers face envers (QW-161.3 Transverse Root Bend) jusqu'à 19 mm d'épaisseur ou côté si e > 19 mm (QW-161.1 Transverse Side Bend)
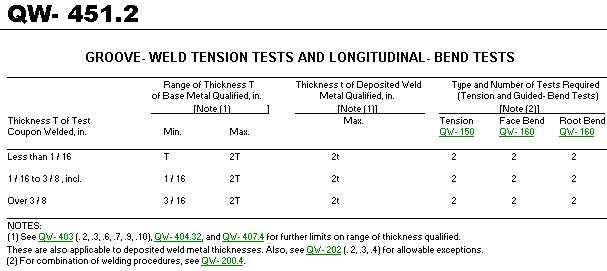
4 - 2 -Pour les assemblages bout à bout hétégènes (Butt-Weld)
[*]Radiographie de l'assemblage bout à bout (QW-191 Radiographic Examination)
[*]2 tractions travers (QW-150 Tension tests)
[*]2 pliages longitudinaux face endroit (QW-161.5 Longitudinal-Bend Tests)
[*]2 pliages longitudinaux face envers (QW-161.5 Longitudinal-Bend Tests)
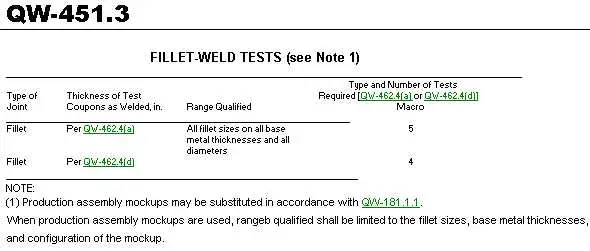
4 - 3 -Pour les assemblages angulaires (Fillet-Weld)
[*]5 coupes macrographiques sur tôle d'angle (QW-462.4(a) Fillet welds)
[*]4 coupes macrographiques sur piquage tube / tôle d'angle (QW-462.4(d))
Lorsque les épaisseurs des matériaux à souder sont différentes, prendre l'épaisseur la plus faible en compte.
Une qualification de mode opératoire de soudage bout à bout couvre tous les assemblages angulaires utilisant les mêmes variables essentielles
Une qualification de mode opératoire de soudage bout à bout réalisé sur un assemblage de tôles couvre tous les assemblages bout à bout sur tubes et réciproquement. Le diamètre ne rentre pas en ligne de compte.
La géométrie des chanfreins et le type de préparation ne sont pas des variables essentielles sauf pour la classe P-Number 11 et pour le procédé Electron Beam Welding (EBW) QW-260
5 - Exemple de vérification d'une W.P.S. par rapport à la P.Q.R. selon l'ASME IX
Nous allons considérer un exemple de soudage avec une W.P.S. en Gas Tungsten-Arc Welding (GTAW) / TIG / 141. Les variables des WELDING VARIABLES PROCEDURE SPECIFICATIONS (WPS) sont indiquées dans le tableau QW-256.
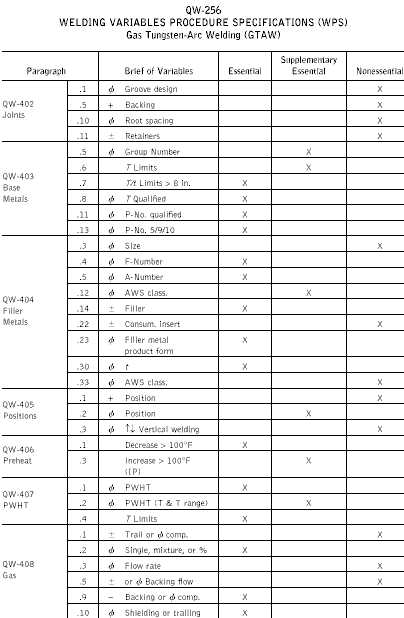
L'inspecteur habilité en soudage doit donc vérifier chaque variable essentielle de la W.P.S. selon le tableau QW-256 et la comparer à la variable correspondante dans la P.Q.R.
6 - Variables essentielles de la W.P.S. par rapport à la P.Q.R. selon l'ASME IX
| VARIABLES ESSENTIELLES SELON QW-256 / GTAW | |||
| Variable | Paragraphe | Restriction | Vérification à réaliser et limitation à appliquer |
| Joints | QW-402 | Aucun contrôle à faire (variable non essentielle) | |
| Base Metals | QW-403.7 | T/t Limits > 8 in. | Pour le TIG multipasse, l'épaisseur maximum qualifiée pour e > 37 mm est 203 mm. |
| Base Metals | QW-403.8 | Ø T qualified | Consulter le tableau QW 451 pour connaître le domaine de validité des épaisseurs qualifiées des matériaux à souder |
| Base Metals | QW-403.11 | Ø P-No qualified | Pour P1,P3,P4 et P5 jusqu'à 3% Cr, une PQR est valide si le P number est inférieur mais pas vice versa. Qualification particulière si P-numbers différents à assembler. |
| Base Metals | QW-403.13 | Ø P-No 5/9/10 | Pour P5, P9 et P10, une PQR est valide si le P number est conforme aux restrictions du paragraphe. |
| Filler Metals | QW-404.4 | Ø F-Number | Les F-Numbers QW-432 doivent être les mêmes sinon requalification de l'assemblage |
| Filler Metals | QW-404.5 | Ø A-Number | Les A-Numbers QW-442 doivent être les mêmes sinon requalification de l'assemblage |
| Filler Metals | QW-404.14 | +/-Filler | L'ajout ou la suppression d'un fil d'apport est interdit |
| Filler Metals | QW-404.23 | Ø Filler metal product form | Le changement du type de fil d'apport est interdit (fil plein, fil fourré) |
| Filler Metals | QW-404.30 | Ø t | Consulter le tableau QW-451 pour connaître le domaine de validité des épaisseurs de métal déposé |
| Position | QW-405 | Aucun contrôle à faire (variable non essentielle) | |
| Preheat | QW-406.1 | Decrease > 100°F | Une diminution de plus de 38° C (100° F) de la température de préchauffage oblige à requalifier l'assemblage. La température minimum de préchauffage doit être précisée sur la WPS. |
| Post Weld Heat Treatment | QW-407.1 | Ø PWHT | Toutes les conditions d'application d'un traitement thermique après soudage doivent être vérifiées |
| Post Weld Heat Treatment | QW-407.4 | T Limits | Si la température du traitement thermique est supérieure à AC3, l'épaisseur maximale qualifiée est égale à 1,1 fois celle de l'assemblage d'essai. |
| Gas | QW-408.2 | Ø single, mixture or % | Le changement de la nature du gaz endroit, du mélange ou de la composition, de l'ajout ou de la suppression oblige à requalifier l'assemblage. |
| Gas | QW-408.9 | - Backing or Ø comp. | Pour les soudures pénétrées sans support envers des groupes 4X et toutes les soudures des groupes 5X, 6X, 10I, 10J et 10K, la suppression ou le changement du gaz envers oblige à requalifier l'assemblage . |
| Gas | QW-408.10 | Ø Shielding Trailing | Pour les soudures des groupes 5X, 6X, 10I, le changement de la nature, de la composition ou du débit de 10% du gaz de protection du trainard endroit oblige à requalifier l'assemblage . |
7 - Variables supplémentaires de la W.P.S. par rapport à la P.Q.R. selon l'ASME IX
| VARIABLES SUPPLEMENTAIRES SELON QW-256 / GTAW | |||
| Variable | Paragraphe | Restriction | Vérification à réaliser et limitation à appliquer |
| Joints | QW-402 | Aucun contrôle à faire (variable non essentielle) | |
| Base Metals | QW-403.5 | Ø Group Number | P Numbers et Group Numbers identiques. Règles particulières si différence entre les groupes |
| Base Metals | QW-403.6 | T Limits | Le minimum qualifié est égal à l'épaisseur de l'essai ou 16 mm. Si l'épaisseur est inférieure à 6 mm, le minimum qualifié est la moitié de l'épaisseur qualifiée |
| Filler Metals | QW-404.12 | Ø AWS class. | La spécification d'approvisionnement AWS des métaux d'apport doit être la même sinon requalification de l'assemblage |
| Position | QW-405.2 | Ø Position | Seule la position montante qualifie toutes les autres positions. Un changement de position de soudage selon le paragraphe oblige à une requalification de l'assemblage |
| Preheat | QW-406.3 | Increase > 100°F | Une augmentation de plus de 38° C (100° F) de la température entre passes oblige à requalifier l'assemblage. La limitation n'est pas applicable si l'assemblage subit un TTH au dessus du point de transformation. |
| Post Weld Heat Treatment | QW-407.2 | Ø PWHT (T et T range) | Le temps de maintien et les températures doivent être correspondantes entre la WPS et la PQR |
8 - Quelques liens Internet utiles
Une base de données américaine des P-Numbers avec outil de recherche (en anglais) Une base de données américaine des F-Numbers avec outil de recherche (en anglais)9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

