1 - Introduction
La codification européenne de l'assemblage est 141+111-P-BW-ss,nb-10-PA-Gr.8.1
Les photographies et la mise en page de cet article technique sur le site sont réalisées par l'équipe du site.
2 - Préparation de la tôle d'acier inoxydable 1.4404 de 10 mm d'épaisseur
[*]Vérification de la tracabilité de la tôle (numéro de coulée et de lot, certificat matière type 3.1)
[*]Report de l'identification matière sur les manchettes de tôles
[*]Découpage plasma ou sous jet d'eau des manchettes de tôles
[*]Ébavurage des rives et bords de tôles
[*]Meulage ou usinage des chanfreins sur chaque manchette de tôle
3 - Chanfreinage des tôles avec machine spéciale
.  |
Le chanfreinage des tôles est réalisé avec une chanfreineuse automatique. Les chanfreins obtenus sont surfacés à la meule d'angle avec disque à lamelles abrasifs. |
4 - Présentation des tôles avant pointage bout à bout
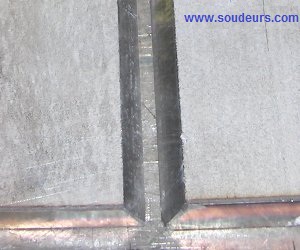
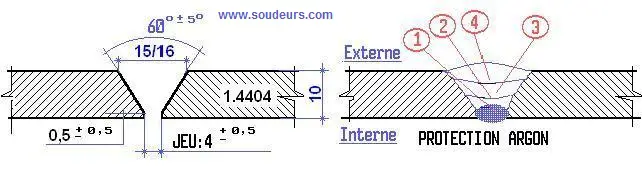
| Les tôles d'acier inoxydable sont présentées bout à bout avec chanfrein en Vé ouverture 60° (2 x 30°) avec un jeu entre tôles de 4 mm.et sont pointées. |
 |
5 - Pointage des tôles martyres en début et fin de tôles
.  |
Une tôle martyre est placée en début et en fin de tôles pour assurer l'amorçage et l'extinction de l'arc électrique. La longueur du martyre doit être adaptée à la vitesse de soudage pour assurer la montée correcte des paramètres électriques. Cette tôle martyre permet aussi de pointer les pièces pour les solidariser et assurer le jeu de 3 à 4 mm entre les tôles. Le pointage est réalisé en TIG / 141 |
| Un contrôle du jeu entre les deux tôles sur la face envers est réalisé à l'aide d'un jeu de cales pour vérifier les 4 millimètres nécessaires à la bonne réussite de la pénétration réalisée en TIG / 141. |  |
.  |
Un contrôle de l'ouverture des chanfreins sur la face endroit est réalisé à l'aide d'un comparateur spécialisé pour confirmer la préparation et l'ouverture des chanfreins à 60°. |
6 - Mise en place de la protection gazeuse envers
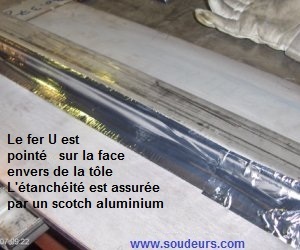
| Un fer profilé en inox en U est placé à l'envers du joint pour assurer la protection gazeuse envers globale. Une étanchéité est assurée par de l'adhésif en aluminium. |
 |
 |
La protection gazeuse inerte envers d'argon est réglée de 15 à 20 litres par minute. Elle est diffusée dans le fer profilé en U à l'aide d'un diffuseur en alliage fritté type Poral spécialement prévu à cet usage qui permet une diffusion sans aucun courant d'air ni effet venturi. |
7 - Pointage TIG dans le joint
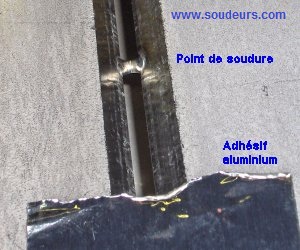
| Après inertage de l'envers du joint, des points de soudure sont réalisés en TIG sur la face endroit en fond de chanfrein uniformément répartis à plusieurs endroits pour parfaire le pointage. Un contrôle de la planéité de la tôle, de la dénivelllation et de l'alignement des deux tôles est réalisé à chaque point. Un adhésif en aluminium est collé sur le joint pour limiter la déperdition du gaz inerte d'argon de la protection envers. |
 |
8 - Réalisation de la première passe de soudage en TIG à l'endroit
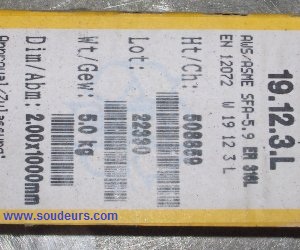 |
Un contrôle du type de produit d'apport et du métal d'apport utilisé et de la traçabilité est réalisé avant utilisation du consommable. . |
| Le soudage TIG manuel est réalisé à plat (position codifiée PA selon la norme européenne). Une intensité de 100 ampères en courant continu lisse polarité négative à la torche est utilisée Les paramètres de soudage sont listés ci-dessous : Intensité de soudage : de 95 à 105 Ampères Tension : de 13 à 15 Volts Vitesse de soudage : de 4 à 6 cm / min |
 |
 |
Après brossage avec une brosse métallique à poils inox, un contrôle visuel de l'aspect externe du cordon est réalisé à la fin du soudage. |
| Avant et après brossage avec une brosse métallique à poils inox, un contrôle visuel de l'aspect interne du cordon de soudure (pénétration) est réalisé à la fin du soudage. |  |
9 - Réalisation de la deuxième passe de soudage ARC E.E. à l'endroit
 |
Un contrôle du type de produit d'apport et du métal d'apport utilisé et de la traçabilité est réalisé avant utilisation du consommable. . |
| L'électrode enrobée utilisée en deuxième passe est de Ø 3,2 mm Le courant de soudage est continu (CC). La polarité de l'électrode enrobée est positive. L'intensité de soudage est de l'ordre de 100 à 115 ampères. La tension de soudage est de l'ordre de 23 à 25 volts. Une vitesse de soudage de 17 à 20 centimètres par minute est appliquée. |
 |
10 - Réalisation de la troisième passe de soudage ARC E.E. à l'endroit
 |
La troisième passe est réalisée avec une électrode enrobée de Ø 4,0 mm Le courant de soudage est continu (CC). La polarité de l'électrode enrobée est positive. L'intensité de soudage est de l'ordre de 140 à 160 ampères. L'aspect du cordon de soudure est le suivant sur la face externe du joint soudé avant brossage. Après brossage avec une brosse métallique à poils inox, un contrôle visuel de l'aspect externe du cordon est réalisé à la fin du soudage. |
11 - Réalisation de la quatrième passe de soudage ARC E.E. à l'endroit
| La quatrième passe est réalisée avec une électrode enrobée de Ø 4,0 mm L'intensité de soudage est de l'ordre de 140 à 155 ampères. Voici l'aspect brut de soudage et sans brossage du cordon après enlèvement du laitier solidifié. Après brossage avec une brosse métallique à poils inox, un contrôle visuel de l'aspect externe du cordon est réalisé à la fin du soudage. |
 |
12 - Aspect final du cordon de soudure ARC E.E. à l'endroit
 |
L'aspect du cordon de soudure est le suivant sur une des faces du joint. |
13 - Croquis de préparation du joint et de répartition des passes
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre p
