
1 - Découpe par cisaillage des manchettes de tôles
Les tôles sont débitées par cisaillage avec une guillotine. .

2 - Redressage des manchettes de tôles
Les tôles en acier carbone sont redressées sur une enclume avec un marteau .


3 - Chanfreinage par meulage des manchettes de tôles
Les tôles en acier carbone sont chanfreinées sur un côté avec une meuleuse d'angle .


[*]Blanchiment des bords
[*]Angle des chanfreins compris entre 35° à 40°
[*]Chanfreins symétriques
[*]Méplats de 1.5mm à 2mm
4 - Préparation des appendices ou martyres
Les appendices sont préparées avec une meuleuse d'angle .


5 - Pointage des taquets, des appendices et des tôles
Le jeu entre tôles est assuré par une âme d'électrode enrobée de 3,2 mm
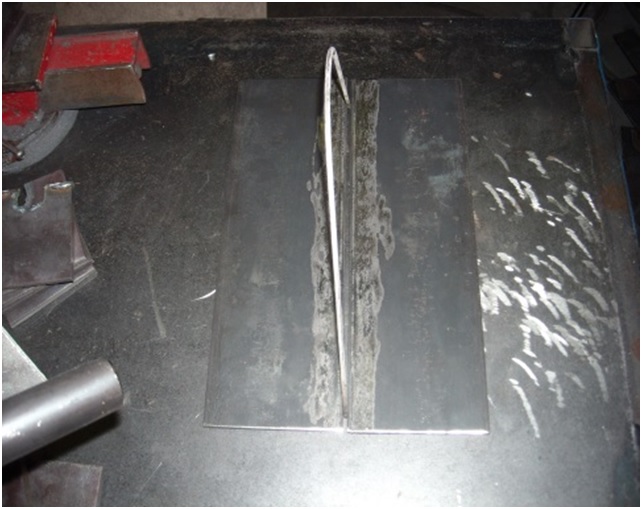

Aucun point n’est réalisé directement sur les chanfreins.
Bonne préparation =soudure conforme 80% de la soudure c’est la préparation.
6 - Poste de soudure et consommable utilisé
Pour le poste : un KempoMat 3200 de la marque KEMPPI .
Torche Ergodani.
Fil plein de la marque easyweld.
Pour le gaz du sagox 8 : 92 % argon 8% dioxyde de carbone CO2 ( Westfalen)

7 - Paramètres de soudage utilisés
Pour la 1[SUP]er[/SUP] passe en pleine pénétration :
Débit de gaz 20l /mm ø intérieur de la buse 17mm.
Ø du fil 1mm.
Vitesse de dévidage du fil 3m/mm un peu moins si les galets sont neufs.
Ampérage de 68 A à 74 A voltage 17 V à 18 V (commutateurs 2-1).
Self d’inductance est réglée en raccordant le câble de masse.
Burn –back entre 7 et 8.
Le régime de transfert d’arc utilisé est le court-circuit ou short-arc.
La torche est légèrement inclinée vers le bas tous en montant pendant la première passe afin d’optimiser la protection gazeuse.
Pour la passe de finition :
Débit de gaz 18l /mm ø intérieur de la buse 17mm débits plus léger pour éviter l’effet venturi.
Ø du fil 1mm.
Vitesse de dévidage du fil 3,5 à 4 m/mm un peu moins si les galets sont neufs.
Ampérage de 89 A à 94 A voltage 18 V à 19V (commutateurs 2-2).
Self d’inductance est réglée en raccordant le câble de masse.
Burn–back entre 7 et 8.
Le régime de transfert d’arc utilisé est le court-circuit ou short-arc.
8 - Soudure de la tôle en bout à bout en verticale montante PF
Pour la 1[SUP]er[/SUP] passe en pleine pénétration :
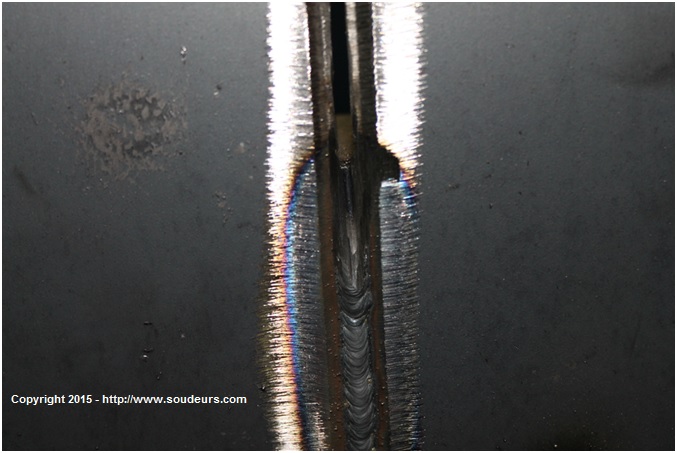
A chaque reprise meuler l’extrémité du cordon

La reprise après meulage

Ensuite blanchir légèrement la première passe pour éviter les risques de collage entre passes.

La passe de finition :

Blanchir avant la reprise pour éviter les défauts on ne le dira jamais assez.
Contrôle radio plus essais de pliage conformes.
Merci à Mr De CHECCHI Jeffrey stagiaire pendant 4 mois qui est venu faire une formation de soudeur 111/135 et à Mr Bernard José formation 111 /135/141 pendant 4 mois de s’être prêtés au jeu du reportage photos et d’avoir écouté les conseils de leur formateur. afpi84

9 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
10 - Quelques liens Internet utiles
11 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
12 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

