1 - Introduction
Les photographies et la mise en page de cet article technique sur le site sont réalisées par le site http://www.soudeurs.com
La codification européenne de l'assemblage est 135-P-BW-ss,nb-2-PA-Gr.1.1
2 - Préparation de la tôle d'acier ép. 2 mm bout à bout en bord droit
[*]Vérification de la traçabilité de la tôle d'acier carbone-manganèse (nuance S235JR épaisseur 2 mm)
[*]Cisaillage à la guillotine des manchettes de tôle
[*]Ébavurage des arêtes et bords de coupe
[*]Blanchiment par meulage des faces endroit et envers des surfaces adjacentes et bords de tôle
3 - Présentation des tôles cisaillées avant pointage
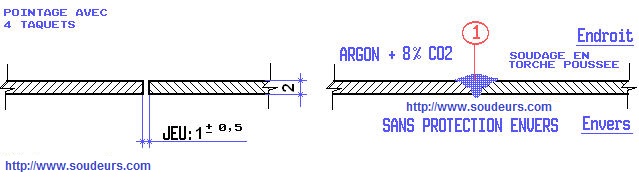
Un jeu entre les tôles de 1 mm environ après pointage est appliqué pour assurer la pénétration du cordon par effondrement.
Il n'y a pas de préparation particulière des bords.

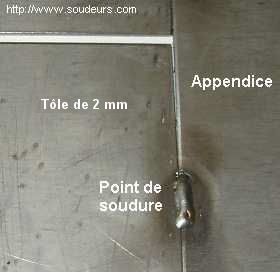
4 - Pointage des tôles avant soudage
[*]Les tôles sont positionnées avec des renforts (ou cavaliers ou pontets) placés du côté opposé à la passe de soudure
[*]Les renforts sont échancrés au droit du cordon de pénétration de soudure
[*]Les points sont réalisés en dehors du joint à souder
[*]Les points sont réalisés du côté opposé à la passe de soudure
[*]Longueur des points de soudure de 15 à 25 mm
[TABLE]