
Le soudage est réalisé avec une protection gazeuse à l'arrière du bain par trainard ou dans une boite à gant omme pour le titane.
1 - Définition du Zirconium
Ce métal présente des propriétés physiques et mécaniques suivantes :
[*]Densité de l'ordre de 6,5 à 20° C
[*]Amagnétique
[*]Excellente résistance à la corrosion supérieure au Titane
[*]Point de fusion élevé de l'ordre de 1 855° C
[*]Grande élasticité du matériau
[*]Très faible coefficient de dilatation
Ce métal présente quelques inconvénients notables :
[*]Très réactif avec les gaz Carbone, Hydrogène, Oxygène et Azote
[*]Amagnétique
[*]Mauvais conducteur thermique 0,05 Cal.cm/cm[SUP]2[/SUP].s.°C
[*]Mauvais coefficient de frottement
[*]Mauvaise résistance au choc et à l'abrasion
[*]Ne se soude qu'avec du Zirconium
2 - Caractéristiques mécaniques du Zirconium
| CARACTÉRISTIQUES MÉCANIQUES | ||||
| Nuance | Rm (N/mm2) | Rp 0,2 (N/mm2) | A5 % | |
| Zirconium 702 | 379 (minimale) | 207 (minimale) | 16 % mini |
3 - Caractéristiques chimiques du Zirconium
| CARACTÉRISTIQUES CHIMIQUES | |||||||
| Nuance | % H | % O | % C | % N | % Fe+Cr | % Hf | % Zr + Hf |
| Zr 702 | <0.025 | < 0.16 | <0.05 | <0.025 | < 0.005 | <0.2 | 99,2 |
4 - Métallurgie du Zirconium
Le Zirconium se décline sous deux formes allotropiques :
[*]Une phase a (alpha) hexagonale centrée (HC) stable en dessous de 865° C
[*]Une phase b (bêta) cubique centrée (CC) stable au dessus de 865° C
5 - Les domaines d'utilisation du Zirconium
Le Zirconium est principalement utilisé dans :
[*]Nucléaire (dissolution, gainage du combustible)
[*]Chimie (fusion alcaline, milieu sulfurique, chlorhydrique et sulfo-chlorhydrique)
[*]Purification des gaz rares
[*]Fabrication de lampe Flash
6 - La préparation des assemblages en Zirconium
La préparation des bords à souder est réalisée par cisaillage, sciage, fraisage, usinage et découpe au jet d'eau. Toute découpe thermique est à prohiber.
Dans le cas contraire, éliminer par usinage les zones thermiquement affectées (au moins 10 millimètres à partir de la zone de coupe).
Tous les types de préparations en bout à bout sont utilisables :
[*]Bord à bord sans chanfrein - (de 1 à 3 mm)
[*]Chanfrein en Vé avec jeu - (de 3 à 12 mm)
[*]Chanfrein en X - (de 5 à 20 mm)
[*]Chanfrein en tulipe (de 5 à 20 mm)
7 - Le soudage du Zirconium
La soudabilité du Zirconium est très bonne. Le bain de fusion est assez fluide et son mouillage est bon.
Une grande propreté est exigée pour éviter toute contamination surfacique. Le local de fabrication doit être de préférence réservé au soudage des métaux nobles (atelier blanc).
Le nettoyage et le dégraissage des zones à souder doivent être soigneusement réalisés. (éviter les solvants chlorés)
Le générateur de soudage TIG est équipé d'un dispositif d'amorçage par haute fréquence pour éviter les inclusions métalliques de tungstène.
Les torches de soudage TIG sont équipées, de préférence, d'un diffuseur avec un fin grillage métallique pour assurer un excellent cône d'inertage. La section de la buse céramique de la torche est de Ø 16 à Ø 20 mm. La protection gazeuse primaire assurée par la torche de soudage ne suffit pas pour assurer une soudure de qualité avec une excellente ductilité. La forte réactivité du Zirconium vis à vis des gaz (C, H, O, N) oblige le soudeur à travailler avec des dispositifs de protection gazeuse plus ou moins sophistiqués comme le traînard de soudage ou la boîte à gants.
Ces accessoires assurent la protection complète du bain de fusion, de la soudure et des zones affectées thermiquement sur la face endroit, à l'envers et en arrière du bain pendant toute l'opération de soudage par une diffusion constante et régulière d'un flux gazeux d'Argon ou d'Argon + Hélium parfaitement inerte.
Il est nécessaire de ne pas négliger l'importance de ces accessoires auxiliaires de protection.
8 - Consignes de soudage du Zirconium
Il est impératif de respecter les règles ou consignes de soudage suivantes lors du soudage du Zirconium :
[*]Dégraisser soigneusement les zones à souder et l'intérieur des tubes
[*]Contrôler le taux d'humidité du local et le maintenir à moins de 60%
[*]Etuver vos trainards avant de souder pour éliminer l'humidité résiduelle
[*]Utiliser des dispositifs de protection gazeuse (traînard et boîte à gants)
[*]Vérifier l'efficacité de la protection gazeuse sur un coupon témoin.
[*]Utiliser des métaux d'apport adaptés à la nuance soudée.
[*]Dégraisser soigneusement le métal d'apport en baguette tréfilée
[*]Utiliser des gaz de protection de haute pureté (Argon qualité 5.0).
[*]Respecter la fiche de soudage établie selon un mode opératoire.
[*]Respecter des énergies de soudage inférieures à 18 KJoules.
[*]Respecter des températures entre passes inférieures à 120° Celsius.
[*]Laisser la torche de soudage en place tant que le cordon n'est pas refroidi
[*]Découper la partie terminale du fil d'apport après chaque arrêt de soudage.
[*]Éviter toute contamination des états de surface des pièces.
[*]Éviter les effets venturi avec les traînards en limitant le débit à la torche à 1 ou 2 l/mn de gaz Argon
[*]Utiliser des gants propres pour manipuler les pièces et pour souder.
9 - Contrôle de la coloration surfacique de la soudure
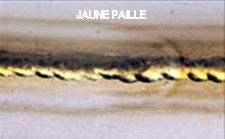
Ce contrôle visuel est nécessaire pour évaluer empiriquement la qualité de l'inertage et de la protection gazeuse de la soudure et des zones avoisinantes. Une soudure saine (donc non contaminée) est brillante et de couleur argent vif. Les différentes déclinaisons de colorations acceptables sont les suivantes :
 |
 |
 |
[*]Argent brillant
[*]Jaune paille clair
[*]Jaune paille foncé
[*]Ardoise claire
[*]Bleu très clair
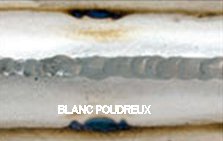
Les différentes déclinaisons de colorations inacceptables sont les suivantes :
 |
 |
 |
[*]Bleu foncé
[*]Gris bleuté
[*]Gris
[*]Gris noirâtre
[*]Blanc poudreux
Ce contrôle reste toutefois assez subjectif selon la personne qui réalise l'examen visuel.
Les colorations jaune paille et ardoise claire sont éliminées, après accord du service d'inspection, par un brossage superficiel avec une brosse neuve en fil inox ou une toile émeri à grain fin (réservée à cet usage). Toute soudure présentant des colorations superficielles bleu foncé et plus doit être refusée et éliminée complètement (mauvaise ductilité ? pliage cassant à partir de 60°. Pour mémoire la valeur du poinçon de pliage est de 8 x e à 10 x e).
10 - Contrôle de dureté surfacique de la soudure
Le contrôle visuel peut être complété par un contrôle de dureté ou de micro-dureté Vickers en cas de doute.
Il ne doit pas y avoir de différence de plus de 5 HV entre les valeurs obtenues sur la soudure, sur les zones thermiquement affectées et les valeurs obtenues sur le métal de base (valeur de référence - hors zone d'écrouissage).
11 - Les procédés de soudage
Le Zirconium se soude relativement bien avec les procédés de soudage courants :
[*]TIG / GTAW (141)
[*]PLASMA / PAW (15)
Pour le TIG et le Plasma, le courant de soudage est de type courant continu (CC ou DC) et la polarité est négative à l'électrode.
12 - Les gaz de soudage utilisés
Les gaz les plus utilisés sont l'argon et parfois l'hélium.
Pour les matériaux très sensibles à l'oxydation à chaud comme le Zirconium, un gaz inerte à très haute pureté est recommandé (99,999% ou qualité 5.0).
Les débits de gaz d'inertage sont relativement importants (de l'ordre de 100 à 200 litres / minute pour l'ensemble de la protection endroit et envers)
L'utilisation de diffuseur de gaz de protection en alliage fritté (type PORAL) est fortement recommandé pour limiter le brassage de l'atmosphère gazeuse et optimiser l'inertage.
13 - La pureté des gaz industriels de soudage
La pureté des gaz industriels est définie par 2 chiffres séparés par un point.
Le premier chiffre correspond au nombre de « 9 » et le second chiffre correspond « au chiffre » qui suit les « 9 ».
Par exemple :
QUALITÉ 4.5 = pureté de 99.995 %
QUALITÉ 5.0 = pureté de 99.999%
La désignation U ( équivalente à 4.5 ) n'est pas normalisée.
Claude Camus
Messer France
Responsable marché métallurgie
E-mail : mailto:ccamus@messer.fr
| GAZ DE PROTECTION POUR LE SOUDAGE TIG et PLASMA | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Description |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| MÉLANGES BINAIRES | |||
| ARGON + 20 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
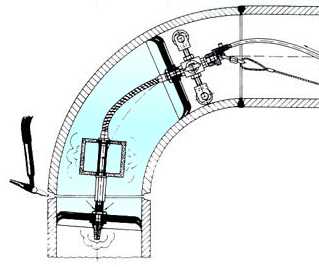
14 - Le traînard de soudage (protection endroit secondaire)
| Le traînard est un dispositif placé à l'arrière de la torche de soudage qui permet la diffusion d'un gaz de protection dans une enceinte réduite placée sur le joint à souder. Cette enceinte assure, par circulation sans courant d'air (effet venturi néfaste), la protection gazeuse inerte endroit du bain de fusion et de l'arrière de la soudure en isolant la soudure de l'air ambiant externe jusqu'à son refroidissement. |
 |
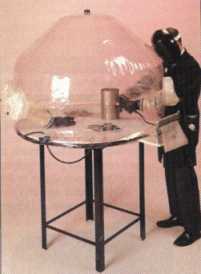
15 - La boîte à gants de soudage (protection endroit et envers)
| La boîte ou la bulle à gants est un dispositif qui permet d'isoler la pièce à souder de l'air ambiant. Cette enceinte assure, par circulation sans courant d'air (effet venturi néfaste), la protection gazeuse inerte complète de l'endroit du bain de fusion et de l'arrière de la soudure en isolant la soudure de l'air ambiant externe. La boîte à gants peut être rigide et résistante à une dépression par vide d'air. Elle peut aussi être , comme le montre la photographie ci-contre, être souple et résistante à une légère surpression. Une mesure en continu du gaz de l'inertage est nécessaire pour quantifier la qualité de la protection gazeuse. L'entrée du gaz de protection est réalisée par le point bas de l'enceinte (l'argon est plus lourd que l'air) |
 |
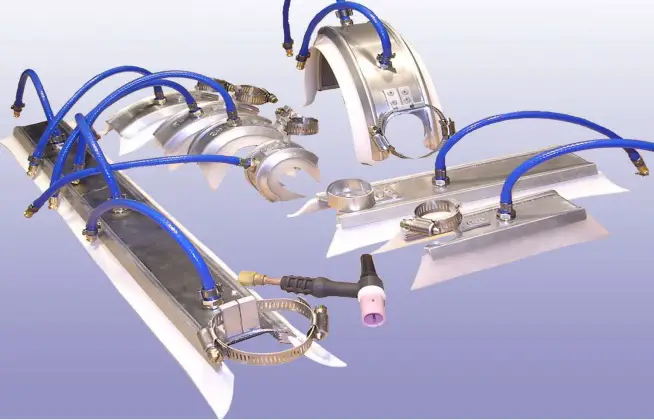
16 - La protection envers
| La protection envers est une chambre de gaz inerte constituée de flasques de part et d'autre du joint placés sur la face envers du bain de fusion Cette enceinte assure, par circulation sans courant d'air (effet venturi néfaste), la protection gazeuse inerte envers du bain de fusion et des zones thermiquement affectées de la face envers de la soudure en remplaçant l'air ambiant et en isolant la soudure de l'air ambiant externe. |
 |
17 - L'analyseur de l'inertage par gaz de protection
| Vous pouvez aussi pour mesurer la qualité de votre chambre d'argon, utiliser un analyseur d'oxygène. Ce matériel relativement coûteux est utilisé par toutes les entreprises spécialisées dans le soudage des métaux spéciaux comme le titane, le tantale, le zirconium et tous les alliages réactifs à l'oxydation à chaud. Pour mémoire, nous vous indiquons un lien de site web (en anglais) : http://www.pbi-dansensor.com/ |
 |
Vous mesurez, avec la précision du ppm, la quantité résiduelle d'oxygène par l'affichage de led rouges et la qualité de votre inertage.
Cet appareil vous permet de limiter les temps d'attente d'inertage de capacités.
Lorsque vous êtes à une ambiance de 50 ppm, vous pouvez entreprendre votre soudage de Zirconium sans aucun souci !
18 - Macrographie d'une soudure Zirconium

19 - Sécurité du soudage du Zirconium
Les débits d'argon utilisés pour le soudage du Zirconium sont beaucoup plus importants par rapport à un soudage d'acier inoxydable (protection endroit + protection envers = au moins 150 litres / minute).
Prévoir une ventilation efficace et suffisante du local de soudage pour éviter toute accumulation de gaz inerte.
(risque d'anoxie si oxygène
O[SUB]2 [/SUB]< 17%)
Le Zirconium est réactif aux gaz (comme le titane, le magnésium, le tantale) . Il est donc conseillé de ne pas accumuler de copeaux fins, de poudre et de poussières de Zirconium pour éviter une inflammation (matériau pyrophorique). En cas d'inflammation, utiliser des extincteurs à poudre contre les incendies de particules métalliques.
Ne jamais utiliser de l'eau sur des feux de métaux réactifs
20 - Quelques liens Internet utiles
21 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs et membres que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

