
Il fournit de bons conseils sur les températures de préchauffage et températures interpasses, l'énergie de soudage, les métaux d'apport, les gaz protecteurs et bien d'autres choses. Le but est que chaque utilisateur puisse tirer pleinement parti des caractéristiques uniques de Weldox et Hardox.
Facteurs importants pour le soudage
Avant le soudage, nettoyer le joint de soudure de toutes impuretés, humidité et restes d'huile. Outre une bonne « hygiène de soudage », les points suivants sont importants:
1 - Préchauffage et températures interpasses
2 - Énergie de soudage
3 - Métaux d'apport
4 - Gaz de protection
5 - Séquences de soudage et largeur du jeu du joint de soudage
Préchauffage et températures interpasses
Le choix des bonnes températures de préchauffage et interpasses est important pour éviter les fissures dues à l'hydrogène.
Une combinaison unique d'éléments d'alliage optimise les caractéristiques mécaniques de Weldox et Hardox.
Cette combinaison a une influence sur les températures de préchauffage et interpasses de l'acier au soudage et peut être utilisée pour calculer la valeur du carbone équivalent. Le carbone équivalent est exprimé habituellement en CEV ou CET, selon les équations ci-dessous.

Les éléments d'alliage sont indiqués sur le certificat de contrôle de la tôle en pourcentage de poids pour ces formules. Un carbone équivalent supérieur requiert habituellement des températures de préchauffage et interpasses plus élevées. Des valeurs typiques des carbones équivalents sont indiquées dans les fiches techniques des produits.

Au sujet des fissures dues à l'hydrogène, Weldox et Hardox combattent mieux la formation de fissures dues à l'hydrogène que nombre d'autres aciers à haute résistance, puisqu'ils ont des carbones équivalents réduits. Le risque de formation de fissures dues à l'hydrogène est réduit à un minimum si les recommandations données ci-dessous sont suivies.
1. MINIMISER LES TENEURS EN HYDROGÈNE DANS LE JOINT ET AUTOUR DE CELUI-CI
- Utiliser les bonnes températures de préchauffage et interpasses
- Choisir des métaux d'apport à faible teneur en hydrogène
- Maintenir le joint de soudage propre de toutes impuretés
2. MINIMISER LES TENSIONS DANS LE JOINT SOUDE
- Ne pas utiliser de métaux d'apport plus résistants que nécessaire
- Exécuter les séquences de soudage de manière à minimiser les tensions résiduelles
- Fixer le jeu du joint de soudage à un maximum de 3 mm
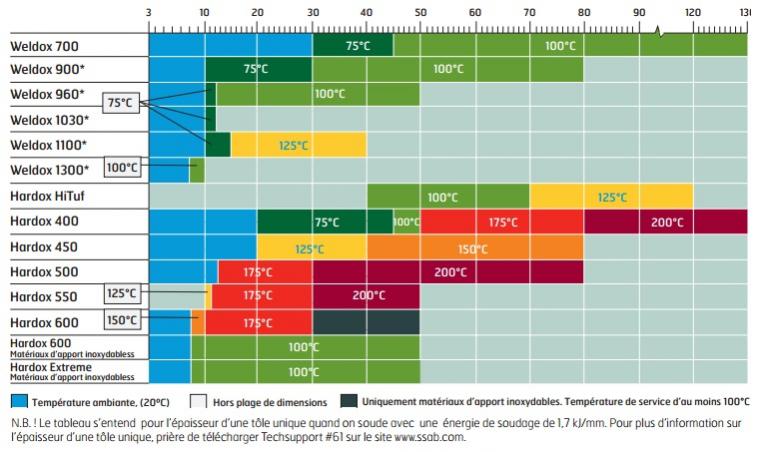
Préchauffage et températures interpasses pour Weldox et Hardox
Les températures de préchauffage et interpasses les plus basses en soudage sont indiquées dans le diagramme ci-dessous.
Sauf mention contraire, ces valeurs concernent les métaux d'apport faiblement alliés.
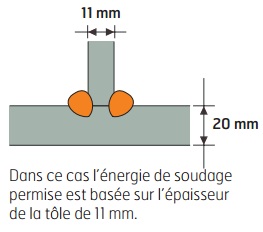
- Lorsque des tôles de même type d'acier mais d'épaisseurs différentes sont assemblées par soudage, c'est la tôle la plus épaisse qui détermine la température de préchauffage la plus élevée ainsi que la température interpasses.
- Lorsque des types d'acier différents sont soudés ensemble, c'est la tôle qui requiert la température de préchauffage la plus élevée qui détermine la température de préchauffage et interpasses.
Une humidité relative élevée ou des températures inférieures à +5°C nécessite d'augmenter de 25°C les
températures de préchauffage recommandées de la page précédente.
Ceci est valable également pour les joints soudés sous forte tension et si l'énergie de soudage est de
1,0 kJ/mm.
Les températures de préchauffage et interpasses recommandées les plus basses dans le diagramme de la page précédente ne sont pas influencées en cas d'énergies de soudage supérieures à 1,7 kJ/mm.
Les informations concernées s'entendent si les joints soudés refroidissent à l'air libre. Remarque, ces recommandations sont également valables pour les soudures par points et les passes de
pénétration. Les soudures par points doivent faire au moins 50 mm de long. La distance entre les soudures par points peut varier suivant les besoins.
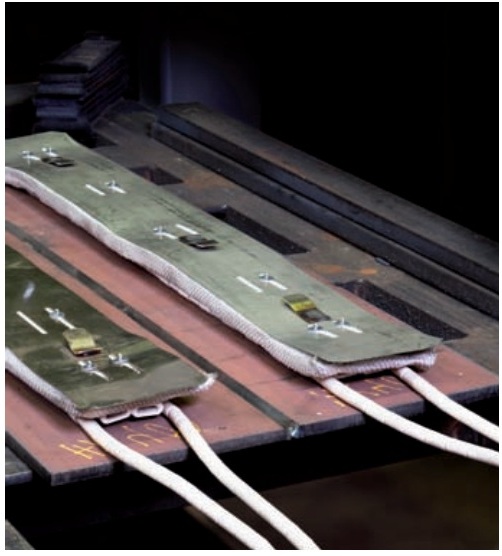
ATTEINDRE ET MESURER LES TEMPÉRATURES DE PRÉCHAUFFAGE ET INTERPASSES
Les températures de préchauffage et interpasses peut être atteinte de plusieurs manières. Des tapis chauffants électriques autour du joint préparé sont souvent la meilleure solution, puisqu'ils chauffent la zone de manière homogène. La température peut par exemple être mesurée à l'aide d'un thermomètre de contact.
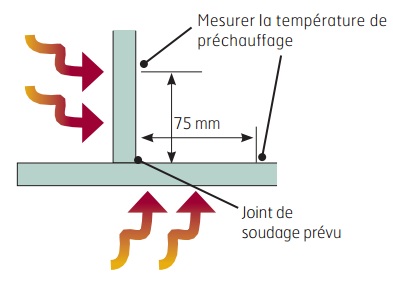
La température doit être mesurée sur la tôle la plus épaisse du joint soudé. La mesure a lieu deux minutes après le chauffage, sur une tôle de 25 mm d'épaisseur. Si la tôle fait 12,5 mm la température se mesure au bout d'une minute, etc. La température entre deux cordons peut se mesurer dans le métal soudé ou à proximité immédiate, dans le métal de base.
Energie de soudage
Le soudage avec des énergies de soudage recommandées donne de bonnes propriétés mécaniques dans la zone affectée thermiquement (ZAT).
L'apport de chaleur du processus de soudage influence les caractéristiques mécaniques du joint soudé. Ceci est caractérisé par l'énergie de soudage (Q) qui se calcule au moyen de la formule ci-dessous.
Q = k x U x I x 60 / v x 1000
Q = Énergie de soudage [kJ/mm]
U = Tension [V]
I = Intensité [A]
v = Vitesse de soudage [mm/min]
k = Rendement thermique de la méthode de soudage
Rendement thermique de la méthode de soudage k
TIG = 0,6
MMA = 0,8
MAG, tous types = 0,8
SAW = 1,0
EFFETS DE L'ENERGIE DE SOUDAGE SUR LE JOINT SOUDE
| Meilleure ténacité Résistance accrue Moins de déformations Tensions résiduelles plus basses ZAT plus étroite |
 |
Productivité accrue pour méthodes de soudage conventionnelles |
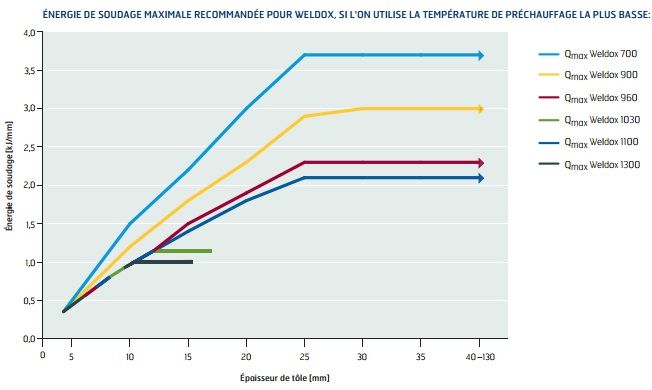
Pour les aciers de construction Weldox, nos recommandations se basent sur des valeurs typiques de résilience dans la ZAT qui soient au moins de 27 J à -40°C.
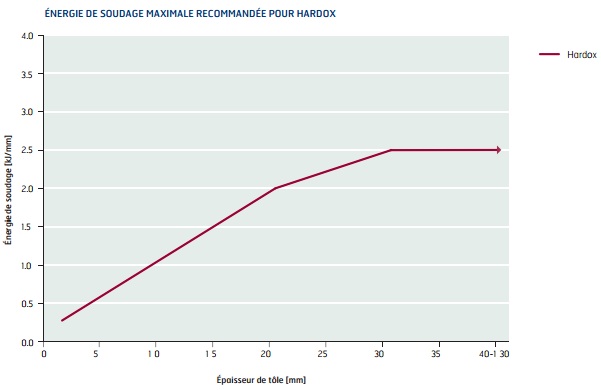
L'acier d'usure Hardox a souvent des exigences réduites en matière de résistance aux chocs dans le joint soudé. Les recommandations pour Hardox doivent donc être considérées comme des valeurs approximatives
SOUDAGE A DES TEMPÉRATURES PLUS ÉLEVÉES
Des températures plus élevées, qui peuvent survenir par exemple dans des joints de soudage multi-pièces, ont une incidence sur l'énergie de soudage recommandée.
La figure ci-dessous représente les énergies de soudage recommandées pour des températures de joints de soudage de 125°C et 175°C.
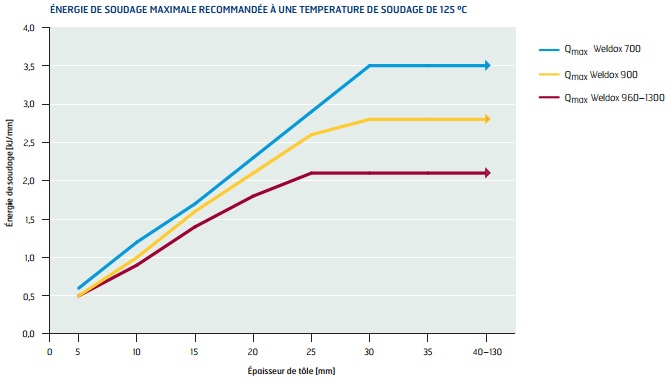
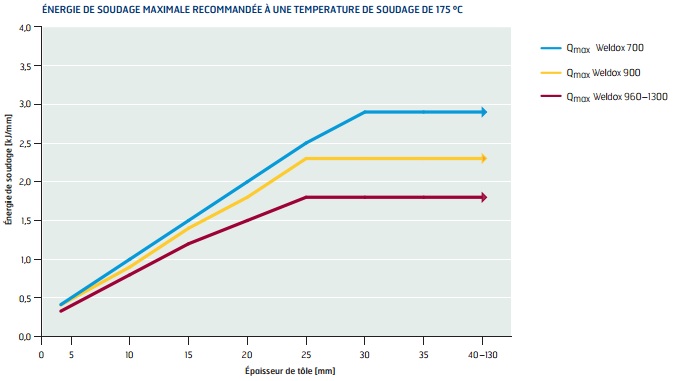
Pour les températures de préchauffage et inter-passes supérieures à 175°C le logiciel informatique WeldCalc peut être utilisé. WeldCalc a été développé par SSAB, par ses experts leader mondiaux dans le soudage des tôles fortes. Ce programme peut être commandé gratuitement sur le site www.ssab.com.
Métaux d'apport
Les métaux d'apport non alliés, faiblement alliés et inoxydables peuvent être utilisés pour le soudage des aciers Weldox et Hardox.
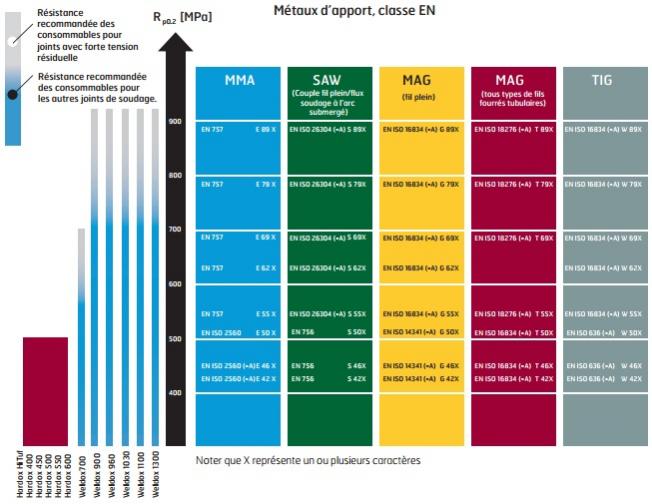
RÉSISTANCE DES MÉTAUX D?APPORT NON ALLIES ET FAIBLEMENT ALLIES
La résistance du métal d'apport se choisit selon le tableau de la page suivante. Le choix d'un métal d'apport de faible résistance apporte souvent plusieurs avantages, par exemple une plus grande ténacité dans le métal soudé, une résistance supérieure aux fissures dues à l'hydrogène et des tensions résiduelles plus faibles dans les joints soudés.
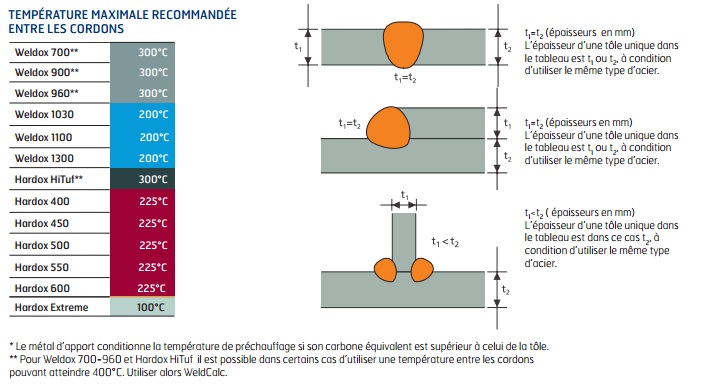
Dans les joints multipasses pour le Weldox 700?1300 il est particulièrement avantageux de souder avec des métaux d'apport de différentes résistances. Pour les points de soudure et les premiers cordons de soudure, des métaux d'apport de faible résistance sont
utilisés. Les cordons de soudure suivants sont effectués avec des métaux d'apport de haute résistance. Cette technique permet d'augmenter à la fois la résilience et la résistance aux fissures dues à l'hydrogène. Le carbone équivalent des métaux d'apport dont la limite d'élasticité est > 700 MPa peut être supérieur à celui des tôles.
La température de préchauffage la plus élevée doit être utilisée quand il y a des températures de préchauffage différentes pour le joint et les métaux d'apport. Hardox se soude avec des métaux d'apport de faible résistance, selon le tableau de la page suivante.
TENEUR EN HYDROGÈNE POUR MÉTAUX D?APPORT NON ALLIES ET FAIBLEMENT ALLIES
La teneur en hydrogène doit être inférieure ou égale à 5 ml d'hydrogène par 100 g de pièce à souder, pour le soudage avec des métaux d'apport non alliés et faiblement alliés. Les fils pleins qui sont utilisés en soudage MAG et TIG peuvent donner des teneurs en hydrogène faibles dans le métal soudé.
La teneur en hydrogène des autres types de métaux d'apport s'obtient le plus simplement auprès des
fabricants respectifs.
Des exemples de métaux d'apport figurent sur le site www.ssab.com, dans la publication TechSupport #60. Stocker le métal d'apport selon les recommandations du fabricant maintient sa teneur en hydrogène au niveau souhaité. Ceci concerne avant tout les métaux d'apport revêtus et les flux.
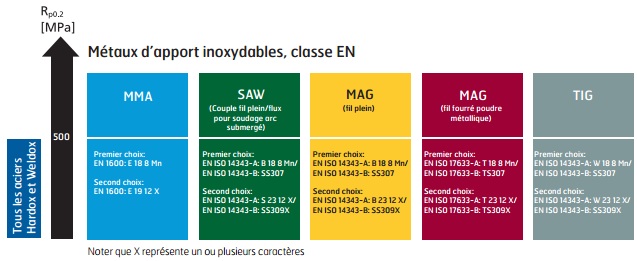
MÉTAUX D?APPORT INOXYDABLES
Des métaux d'apport inoxydables austénitiques peuvent être utilisés pour le soudage de tous nos Produits. Ils permettent de souder à température ambiante (+20°C) sans préchauffage, Hardox 600 exclu, selon le diagramme.
Nous recommandons en premier lieu des métaux d'apport selon AWS 307 et en second lieu selon AWS
309. Le type AWS 307 résiste mieux aux fissures à chaud que le type AWS 309. Il convient de noter que les fabricants indiquent rarement la teneur en hydrogène des métaux d'apport inoxydables, puisqu'elle n'a pas autant d'incidence sur les performances que pour les métaux d'apport non alliés et faiblement alliés. Des propositions de différents métaux d'apport inoxydables sont disponibles sur le site www.ssab.com, dans la publication TechSupport #61.
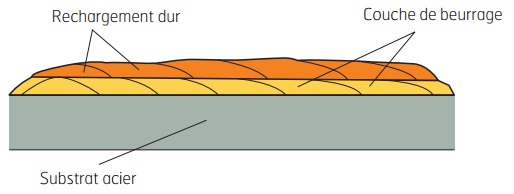
Rechargement dur
Le rechargement dur effectué avec des métaux d'apport spéciaux augmente la résistance à l'usure des joints soudés. Il convient d'appliquer les instructions concernant le métal d'apport utilisé, ainsi que les recommandations habituelles concernant Weldox et Hardox.
Il est préférable d'effectuer une couche de beurrage à la résilience très élevée entre la tôle ou le joint soudé et le rechargement dur. Le choix des métaux d'apport pour la couche de beurrage suit les recommandations de soudage des aciers Weldox et Hardox. Pour ces applications, utiliser de préférence des métaux d'apport inoxydables selon AWS 307 et AWS 309.
Gaz de protection
La plupart des méthodes de soudage font appel au gaz protecteur Ar/CO2.
Le choix du mélange dépend de la situation de soudage.
EFFETS DES DIFFÉRENTS MÉLANGES DE GAZ DE PROTECTION
| - Facilite l'allumage de l'arc lumineux - Faibles projections - Faible quantité d'oxydes |
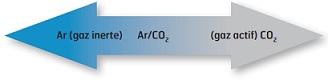 |
- Arc lumineux stable - Porosité faible - Plus de Projections / colmatage de la buse de soudage - Pénétration élevée du métal soudé |
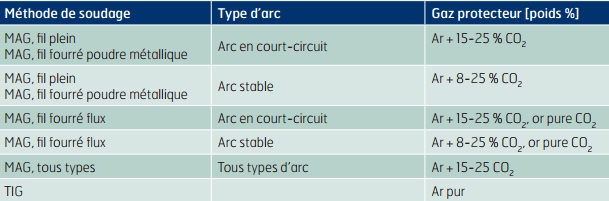
Des propositions de différents types de gaz protecteurs pour une situation donnée sont indiquées dans le tableau.
D?une manière générale, pour tous les types de soudage MAG, on peut utiliser un mélange de gaz protecteur à 15-25% de CO2.
Pour toutes les méthodes de soudage à base de gaz protecteur, le débit de gaz protecteur dépend de la situation de soudage.
Une règle générale est de fixer le débit de gaz protecteur, mesuré en l/min, à une valeur aussi importante que le diamètre intérieur du diffuseur de gaz, mesuré en mm.
Séquences de soudage et largeur du jeu dans le joint de soudage
VOICI COMMENT EVITER LES FISSURES DUES A L'HYDROGÈNE DANS LE JOINT DE SOUDURE:
- Ne pas placer les séquences de démarrage et d'arrêt dans un angle.
- Les procédures de démarrage et d'arrêt doivent si possible être à 5-10 cm au moins de l'angle.
- La largeur du jeu dans le joint de soudage doit être au maximum de 3 mm.
Il est possible de souder directement sur les excellents primaires d'atelier dont sont peintes les tôles Weldox et Hardox, grâce à leur faible teneur en zinc.
Le primaire peut être simplement brossé ou meulé dans le secteur autour du joint de soudure. Supprimer le primaire avant de souder peut être bénéfique car cela minimise au maximum la porosité du métal soudé, et peut faciliter le soudage dans une autre position que l'horizontale.
Laisser le primaire dans le joint de soudage augmente légèrement la porosité du métal soudé. Les
processus de soudage MAG, au fil fourré et MMA présentent la porosité la plus faible en soudage
directement sur le primaire.
Pour tout soudage, la ventilation doit être correcte, ainsi le primaire n'aura pas d'effet nocif sur le soudeur et son environnement.
Pour plus d'information sur ce point, prière de télécharger Techsupport #25 sur le site www.ssab.com.
Recuit de détente après soudage
Il est possible mais rarement nécessaire de faire un recuit de détente sur Hardox HiTuf et Weldox 700-960. Les autres aciers ne doivent pas subir ce traitement puisque leurs caractéristiques mécaniques en seraient affaiblies.
Des informations complémentaires à ce sujet figurent dans le manuel du soudage de SSAB.
Il peut être commandé sur le site www.ssab.com.

