
1 - Introduction
 |
Beaucoup de paramètres et de conditions entrent en jeu dans l'apparition de porosités dans le joint soudé en alliage d'aluminium. La solution n'est jamais simple à trouver pour éviter ce problème de compacité. Vous êtes invités bien évidemment à apporter vos commentaires, observations et expériences dans le cadre placé tout en bas de cet article intitulé Ecrire un commentaire. |
2 - Pourquoi ?
L'aluminium en fusion présente une grande affinité et une grande solubilité de l'hydrogène H2.
La solubilité de l'hydrogène dans l'aluminium liquide est environ 20 fois supérieure que dans l'aluminium solide.
Le bain de fusion d'aluminium absorbe toute trace existante d'hydrogène dans son entourage proche.
La soufflure ou porosité ou piqûre est une poche de gaz d'hydrogène emprisonnée dans le bain de fusion lors de sa solidification.
Si la source de contamination en hydrogène est importante, le bain de fusion enferme une quantité importante d'hydrogène emprisonné sous la forme de porosités.
3 - Origines probables des problèmes de porosités
La présence des soufflures est imputable en partie à :
[*]Un débit de gaz inerte de protection inadapté
[*]Une contamination surfacique des pièces à souder par hydrocarbures
[*]La mauvaise étanchéité du circuit de protection gazeuse (introduction d'air)
[*]La présence d'humidité par condensation à la surface des pièces à souder et sur le fil d'apport
[*]La présence d'humidité par diffusion à la surface interne des tuyaux du circuit d'inertage argon
[*]Une qualité de tréfilage ou une propreté du métal d'apport défectueuse
[*]Un mauvais nettoyage et grattage des bords à souder (présence d'oxyde d'alumine)
[*]Un temps d'attente trop long entre le nettoyage et grattage des bords à souder et le soudage (reconstitution de la couche d'oxyde d'alumine)
[*]Une longueur d'arc électrique trop importante
[*]Des paramètres de soudage inadaptés
[*]Une position de soudage peu favorable au libre dégazage du bain de fusion (Plafond et corniche à éviter dans la mesure du possible)
[*]Une vitesse de soudage inadaptée
[*]Un mauvais gougeage de la reprise sur un cordon soudé des deux côtés
4 - Recommandations générales contre l'humidité
L'humidité ou la vapeur d'eau (H2O) est une origine certaine de la présence de porosités lors du soudage de l'aluminium.
Les recommandations générales sont les suivantes :
[*]Présence de condensation à la surface des pièces à souder (Eviter les chocs thermiques et acclimater les pièces).
[*]Séchage des surfaces par un chauffage superficiel ou dégourdissage (65°C / 80°C maxi).
[*]Hygrométrie contrôlée de l'atmosphère du local de soudage (< 70%).
[*]Présence d'impuretés dans le gaz inerte de soudage ou dans la ligne d'approvisionnement.
[*]Fuite d'eau dans le système de refroidissement de la torche de soudage.
[*]Stockage du fil d'apport en étuve de conservation 35°C / 40°C
[*]Elimination de la couche d'oxyde d'aluminium stockée sous une humidité ambiante importante.
5 - Recommandations générales contre les contaminants surfaciques
Les contaminants surfaciques sont une origine certaine de la présence de porosités lors du soudage de l'aluminium. Les recommandations générales sont les suivantes :
[*]Eliminer la contamination surfacique des pièces à souder par l'huile, la graisse, la peinture, les lubrifiants, l'encre.
[*]Dégraissage des pièces avec de l'acétate et brossage mécanique avec brosse inoxydable.
[*]Usinage des pièces de préférence à sec pour limiter la contamination par les lubrifiants.
[*]Préférer l'enlèvement de métal par l'usinage et le fraisage et éviter le meulage et le ponçage.
[*]Utilisation de disques à meuler spécialement étudiés pour les aluminiums (éviter les incrustations de corindon).
[*]Eviter l'utilisation d'anti-adhérent dans les buses de torche MIG.
[*]Eviter de manipuler les pièces décapées avec les doigts sales.
6 - Recommandations générales contre les mauvaises protections et manipulations
L'air ambiant est une origine certaine de la présence de porosités lors du soudage de l'aluminium.
Les recommandations générales sont les suivantes :
[*]Vérifier le débit de gaz de protection en bout de torche de soudage avec un rotamètre à bille. (20 l/min pour une buse Ø 16 mm interne - 25 l/min pour une buse de Ø 19 mm interne).
[*]La hauteur de la buse par rapport au bain de fusion doit être optimisée selon le débit de gaz et la tension d'arc.
[*]La buse de soudage doit être parfaitement propre à l'intérieur et bien centrée.
[*]Le poste de travail doit être protégé des courants d'air par des rideaux transparents de soudage.
[*]Favoriser l'utilisation de gaz binaire de protection avec fort pourcentage d'hélium > 30%.
[*]Inclinaison trop prononcée de la torche de soudage lors du soudage.
[*]Vitesse de soudage élevée produit un refroidissement trop rapide du bain de fusion.
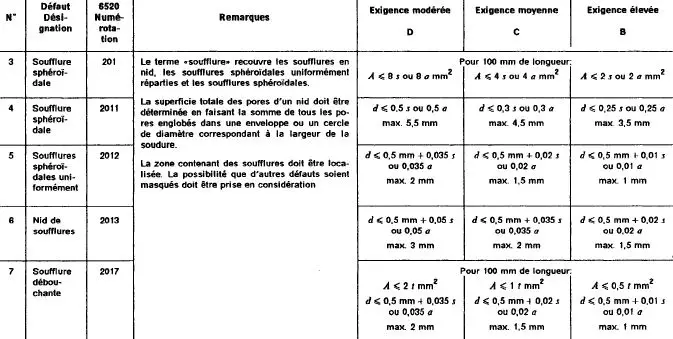
7 - Les tolérances dimensionnelles des soufflures selon EN ISO 10042
Dans la norme NF EN ISO 10042 Juin 2006, la tolérance dimensionnelle des soufflures dans un assemblage en aluminium est définie dans le tableau numéro 1.
8 - Tableau des coefficients de perméabilité des tuyaux souples
| Comparaison des coefficients de perméabilité des tuyaux souples | |||
| Matériau du tuyau souple | Coefficient de perméabilité à l'oxygène |
Coefficient de perméabilité à l'humidité |
Teneur en humidité après rinçage à l'hélium |
| Téflon | / | 360 | 1 à 2 ppm |
| Polyéthylène | 11 à 59 | 120 à 2100 | 1 à 2 ppm |
| PVC | 1,2 à 6,0 | 2500 à 6300 | 6 ppm |
| Uréthanne | 15 à 48 | 3500 à 12500 | 18 ppm |
| Butadiène Styrène | 172 | 24000 | 15 ppm |
Il est recommandé d'utiliser du tuyau souple en Téflon ou bien encore en Polyéthylène qui présentent le coefficient de perméabilité à l'humidité le plus faible du comparatif des tuyaux souples pour l'inertage.
9 - Conclusions
Beaucoup de facteurs peuvent être à l'origine de soufflures dans le joint soudé en aluminium et alliages d'aluminium.
L'exercice d'expertise et d'élimination des origines probables n'est pas simple pour le spécialiste.
La connaissance parfaite des causes de probabilité de l'apparition des porosités est importante pour résoudre sans perte de temps l'origine du problème.
Une propreté correcte des surfaces à souder, un matériel de soudage en parfait état et bien réglé, du fil d'apport et un gaz de protection adaptés, des paramètres de soudage optimisés permettent d'obtenir un niveau de qualité acceptable des porosités dans la soudure en aluminium ou alliage d'aluminium.
L'absence de porosités dans un joint soudé en alliage d'aluminium est particulièrement très difficile à obtenir.
10 - Quelques liens Internet utiles
11 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

