
Cette norme remplace la spécification Air 0191
Toutefois la norme AIR 0191 est toujours valable :
· Réparations de Constructions faites avant le 24 Juillet 2009
1 - Variables essentielles spécifiques à l'épreuve de qualification des soudeurs
Les épreuves de qualification des soudeurs sont classées en fonction
a) de la forme du matériau de base;
b) des types de soudures (soudure bout à bout/soudure d'angle);
c) des procédés de soudage;
d) des groupes de matériaux;
e) des plages d'épaisseur;
f) des positions de soudage.
2 - Variables essentielles spécifiques à l'épreuve de qualification des opérateurs-soudeurs
Les épreuves de qualification des opérateurs soudeurs sont classées en fonction
a) des procédés de soudage;
b) des groupes de matériaux;
c) des plages d'épaisseur.
3 - Procédés de soudage
La norme NF ISO 24394 est d'application pour le soudage uniquement à l'aide des procédés suivants :
111 Soudage manuel à l'arc avec électrode fusible (soudage à l'arc avec électrode enrobée)
12 Soudage à l'arc sous flux (en poudre)
13 Soudage à l'arc avec électrode fusible sous protection gazeuse
141 Soudage à l'arc sous protection de gaz inerte avec électrode de tungstène (soudage TIG)
15 Soudage plasma
31 Soudage oxygaz
51 Soudage par faisceau d'électrons
52 Soudage laser
Il n'y a aucune équivalence sur le procédé de soudage.
4 - Groupes de matériaux
La qualification peut çetre réalisée sur 6 groupes de matériaux (différents des groupes de la norme ISO 15608) :
A: Aciers non alliés et aciers faiblement alliés, aciers ferritiques fortement alliés.
B.1: Aciers austénitiques fortement alliés sans durcissement par précipitation, alliages de nickel, alliages de cobalt.
B.2: Aciers austénitiques fortement alliés à durcissement par précipitation, alliages de nickel et alliages de cobalt à durcissement par précipitation.
C: Titane et alliages de titane, niobium, zirconium et autres métaux réactifs.
D: Alliages d'aluminium et de magnésium.
E: Matériaux non cités dans les groupes A à D (par exemple molybdène, tungstène, alliages de cuivre).
- Groupe B2 couvre Groupe B1
- Un assemblage mixte n'a pas de domaine de validité = essai spécial
Il n'existe pas de liste récapitulative des matériaux par groupes.
Il faut choisir le matériau le plus difficile à souder dans le groupe de matériaux utilisé par le soudeur en fabrication réelle.
5 - Positions de soudage
- Le domaine de validité de ces 3 variables essentielles combinées est donné au tableau 1
- Le tableau ne contient que les positions PA, PB, PC, PD, PE, PF
- Toute autre position (y compris les angles intermédiaires) est un essai spécial et n'a pas d'équivalence
- Ne concernent pas les opérateurs.
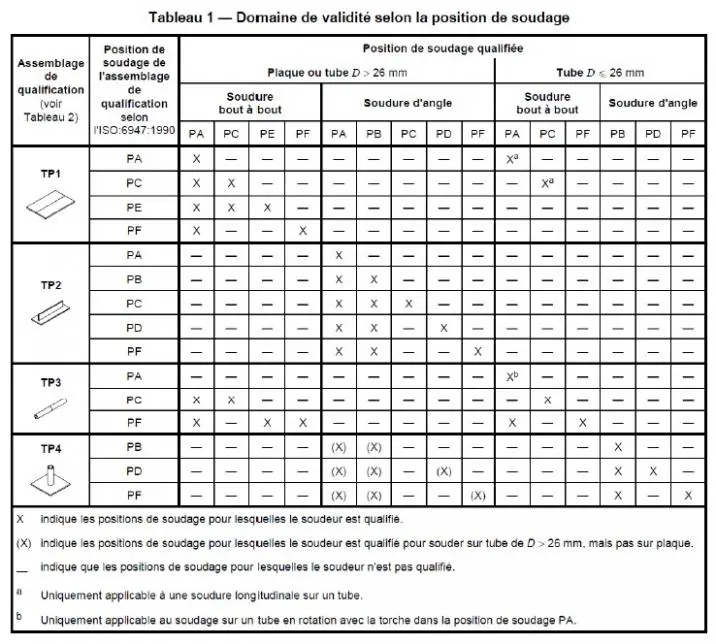
On constate que :
- Les bout à bout ne qualifient pas les angles, ni inversement,
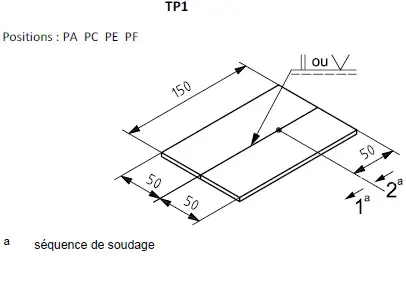
- TP1 : les Tôles bout à bout [P.BW] qualifient les tubes [T.BW] de D ≥ 26 mm, en PA et PC seulement
- Inutile de faire un TP3 de D ≥ 26 mm (ce serait un essai spécial)
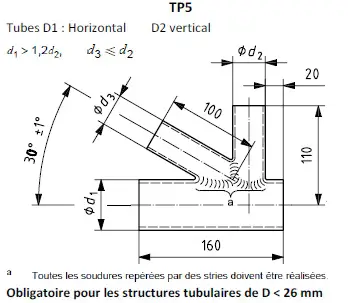
- TP5 = essai obligatoire que pour les structures tubulaires(*) de D ≤ 26 mm et ne donnent aucune équivalence, même pas le bout à bout de tube.
[(*) de résistance, ne s'applique pas aux tuyauteries transportant des liquides]
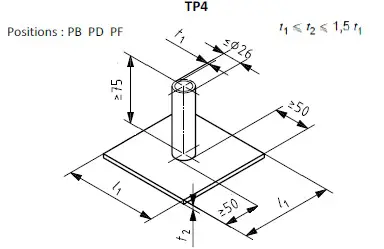
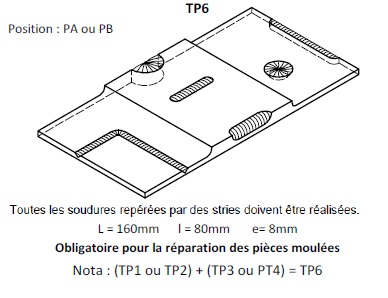
- TP6 : (réparation des pièces moulées) peut se faire en PA ou PB et qualifie toutes les positions.
6 - Assemblages de qualification de soudage
| TP1 | TP2 |
 |
 |
| TP3 | TP4 |
 |
 |
7 - Assemblages spécifiques de qualification de soudage
| TP5 | TP6 |
 |
 |
L'assemblage de qualification TP5 est obligatoire pour les structures tubulaires de diamètre extérieur D < 26 mm. Il est facultatif pour les structures tubulaires lorsque D => 26 mm.
Un soudeur qualifié sur plaque/tôle et sur tube est aussi autorisé à réparer des pièces moulées, dans son domaine de qualification.
8 - Plages des épaisseurs de matériaux sur soudures bout à bout
| Épaisseur de qualification | Domaine de validité |
| épaisseur t < 25 | 0,67 t à 4 t |
| épaisseur t => 25 | 0,67 t à l'infini |
9 - Plages des épaisseurs de matériaux sur soudures d'angle
| Épaisseur de qualification | Domaine de validité |
| épaisseur t1 la plus mince < 25 | 0,67 t1 à 4 t1 |
| épaisseur t1 la plus mince => 25 | 0,67 t1 à l'infini |
Deux soudures d'essai indépendantes, d'épaisseurs de matériau différentes, doivent qualifier toutes les épaisseurs du matériau de base, des épaisseurs minimale à maximale du matériau de base employé lors de l'épreuve de qualification = l'éventuelle plage intermédiaire entre les deux domaines est qualifiée elle aussi.
10 - Désignation de l'épreuve de qualification des soudeurs
La désignation d'une épreuve de qualification des soudeurs est composée de la manière suivante:
[*]épreuve de qualification des soudeurs
[*]numéro de la présente Norme internationale
[*]numéro de code du procédé de soudage selon l'ISO 4063
[*]symbole du type de produit/produit semi-fini (voir 4.4)
[*]position de soudage et numéro de l'assemblage de qualification (voir Tableau 1)
[*]groupe de matériaux (voir 4.5)
[*]épaisseur de matériau de l'assemblage de qualification (voir 4.6 ou 4.7)
[*]éventuellement «X» pour un essai spécial de qualification (voir 4.8).
EXEMPLE 1
Épreuve de qualification des soudeurs ISO 24394-31-P-PA1-A-t1
Explication:
ISO 24394 = numéro de la présente Norme internationale
31 = procédé de soudage (soudage oxygaz)
P = type de produit (plaque/tôle)
PA1 = position de soudage et numéro de l'assemblage de qualification (voir Tableau 1)
A = groupe de matériaux (voir 4.5)
t1 = épaisseur de matériau de l'assemblage de qualification: 1 mm (voir 4.6)
EXEMPLE 2
Épreuve de qualification des soudeurs ISO 24394-141-T-PF3-D-t1-X
Explication:
ISO 24394 = numéro de la présente Norme internationale
141 = procédé de soudage (soudage TIG)
T = type de produit (tube)
PF3 = position de soudage PF et assemblage de qualification 3 (voir Tableau 1)
D = groupe de matériaux (alliages d'aluminium et de magnésium)
t1 = épaisseur de matériau de l'assemblage de qualification: 1 mm
X = essai spécial de qualification
EXEMPLE 3
Épreuve de qualification des soudeurs ISO 24394- 141 -P-PA1-A-t3-X
Explication:
ISO 24394 = numéro de la présente Norme internationale
141 = procédé de soudage (soudage TIG)
P = type de produit (tôle)
PA1 = position de soudage PA et assemblage de qualification 1 (voir Tableau 1)
A = groupe de matériaux (aciers non alliés)
t3 = épaisseur de matériau de l'assemblage de qualification: 3 mm
X = essai spécial de qualification
11 - Personne responsable des épreuves de qualification des soudeurs et des opérateurs soudeurs
Le coordonnateur en soudage (voir l'ISO 14731) doit être désigné, par écrit, comme responsable de l'épreuve de qualification des soudeurs et des opérateurs soudeurs.
Ce coordonnateur en soudage doit être un ingénieur international en soudage (IWE) ou doit avoir des connaissances équivalentes, et doit être qualifié par l'autorité responsable de la conception ou par un organisme d'examen reconnu.
Le coordonnateur en soudage peut autoriser une autre personne à conduire l'épreuve de qualification des soudeurs ou des opérateurs soudeurs.
Le coordonnateur en soudage du site ou du fabricant sélectionne dans le Tableau 1 l'assemblage de qualification requis pour les travaux de fabrication qui seront confiés au soudeur ou à l'opérateur soudeur.
Il convient que le coordonnateur en soudage choisisse le matériau le plus difficile à souder dans le groupe de matériaux utilisé par le soudeur en fabrication réelle.
La teneur de l'examen théorique et la notation doivent être laissées à l'appréciation du coordonnateur en soudage.
À tout moment au cours de la durée de validité, le coordonnateur en soudage doit demander une épreuve de requalification si l'une des circonstances suivantes est applicable:
a) il existe une raison de douter de l'aptitude du soudeur ou de l'opérateur soudeur à satisfaire aux exigences de qualification;
b) le soudeur ou l'opérateur soudeur n'a pas mis en pratique pendant plus de six mois le procédé de soudage pour lequel il est qualifié;
c) les résultats sont inacceptables pour des composants représentatifs.
12 - Exigences physiques relatives au soudeur et à l'opérateur soudeur
Contrôler l'aptitude physique (vue) selon l'ISO 8596. L'acuité visuelle minimale à une distance maximale de 400 mm doit être la valeur réciproque de 0,8 minute d'arc pour chaque oeil.
Il est possible d'avoir recours à la vision corrective pour répondre aux exigences de l'examen de la vue. La perception des couleurs doit être
contrôlée, par exemple conformément aux essais d'Ishihara.
La conformité de la vue à ces exigences doit être vérifiée au moins tous les deux ans.
13 - Examen théorique du soudeur ou de l'opérateur
Un examen théorique est exigé pour toute qualification.
La teneur de l'examen théorique et la notation doivent être laissées à l'appréciation du coordonnateur en soudage.
Voir Annexe E de la norme pour les lignes directrices
[*] reconnaître les métaux de base
[*] reconnaître les métaux d'apport
[*] maîtriser la sécurité, (rayonnements, chocs électriques, gaz, incendie, arrêt d'urgence, ...)
[*] lire et appliquer le DMOS
[*] contrôler sa pièce avant de souder, préparation des bords, propreté, température ...
[*] connaître le domaine de validité de sa future qualification !!!!
Le Q.C.M. donné au soudeur ou opérateur doit contenir 20 questions :
[*]3 questions sur l'hygiène et la sécurité
[*]3 questions sur la mise en oeuvre du procédé qualifié
[*]3 questions sur les matériaux
[*]3 questions sur la lecture d'un DMOS
[*]3 questions sur la préparation des bords
[*]3 questions sur les produits de soudage et consommables
[*]2 questions sur la lecture de plans de fabrication
La durée de l'épreuve est d'environ 30 minutes.
La note obtenue doit être de 12/20 minimum pour l'acceptation des compétences technologiques de la personne qualifiée.
14 - Durée de validité de la qualification du soudeur ou de l'opérateur
Le certificat de qualification est valable 2 ans.
Il est reconduit une seule fois pour une durée de deux ans par requalification sur une pièce de la fabrication en bout à bout ou sur une éprouvette identique à la qualification initiale.
Le certificat doit être visé par le coordinateur soudage avant toute demande de reconduction.
Une nouvelle qualification est exigée après la date de fin d'une reconduction de certificat,
15 - Quelques liens Internet utiles
16 - Vos commentaires et réactions sur cet articleVous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
17 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
