
Cet article technique aborde les principes généraux pour réduire les déformations lors du soudage.
1 - L'importance des déformations dues au soudage
L'opération de soudage est anisothermique. Elle met en jeu des dilatations entravées et des retraits entravés du fait de l'échauffement hétérogène et du refroidissement non symétrique à l'échauffement. L'opération de soudage est génératrice de déformations permanentes plus ou moins importantes et de tensions de traction et contraintes résiduelles internes.
2 - Les principes généraux pour réduire les déformations
Les principes généraux pour réduire et limiter les déformations dues au soudage sont :
[*]Éliminer les soudures inutiles
[*]Optimiser la position des soudures
[*]Réduire les volumes de métal déposé
[*]Optimiser les angles d'ouverture de chanfrein
[*]Optimiser le nombre de passes de soudure
[*]Répartir les échauffements et optimiser les séquences de soudage
[*]Déformer au préalable les pièces avant soudage
[*]Retarder au maximum le bridage de la pièce à souder
[*]Prévoir un préchauffage et post chauffage sur matériau épais
Tous ces principes et remèdes sont expliqués succinctement dans les paragraphes ci-dessous.
3 - L'élimination des soudures inutiles
L'élimination du nombre des soudures est du ressort du bureau d'études, du bureau des méthodes et du service technique du soudage. Une conception réfléchie et optimisée d'une fabrication soudée permet le remplacement par exemple :
[*]d'un ensemble de pièces soudées par une pièce usinée et tirée dans la masse.
[*]d'un choix de profilé du commerce en remplacement d'un profilé reconstitué.
4 - L'emplacement et la position des soudures
L'emplacement et la position des soudures doit toujours être réalisés avec réflexion. Il est toujours préférable de positionner les soudures dans l'axe neutre de la construction. Le bureau d'études doit toujours optimiser la soudabilité constructive et la soudabilité opératoire.
La position fondamentale de soudage doit être aussi optimisée dans la mesure du possible en utilisant des vireurs et positionneurs.
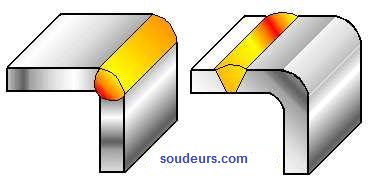
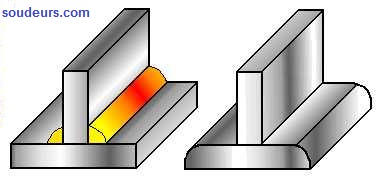
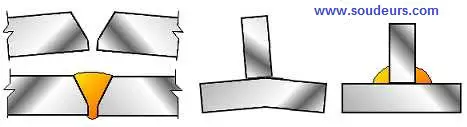
5 - La réduction du volume de métal déposé
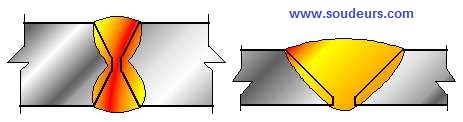
La réduction du volume de métal déposé est un remède contre la déformation transversale. La préparation des chanfreins est une variable essentielle dans la maîtrise des déformations. Un chanfrein en X symétrique sur tôle de 20 mm avec ouverture à 50° et jeu de 2 mm générera moins de déformations angulaires et transversales qu'un chanfrein en V sur tôle de 10 mm avec ouverture à 100° et jeu de 4 mm.
[*]Un chanfrein en Vé à 30° génère environ 1° de déformation angulaire
[*]Un chanfrein en Vé à 60° génère environ 4° de déformation angulaire
[*]Un chanfrein en Vé à 80° génère environ 6° de déformation angulaire
[*]Un chanfrein en Vé à 90° génère environ 8° de déformation angulaire
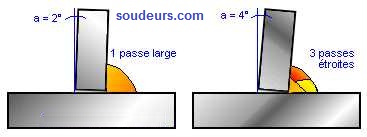
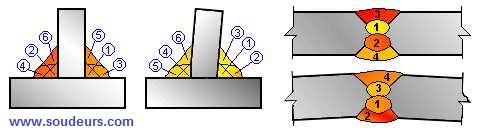
6 - L'optimisation du nombre de passes de soudure
L'optimisation du nombre de passes de soudure permet de réduire les déformations. Une seule passe large exécutée sur un assemblage d'angle génère moins de déformation angulaire que le même assemblage soudé en trois passes étroites.
7 - La répartition des échauffements et les séquences de soudage
La répartition des échauffements et les séquences de soudage permettent de réduire et de maîtriser les déformations angulaires. Le soudage se réalise de préférence symétriquement de part et d'autre du milieu de la pièce pour équilibrer des déformations.
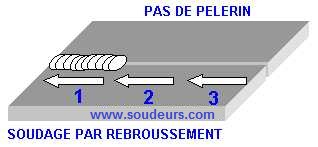
La séquence de soudage permet de contrôler la déformation engendrée par la dilatation et le retrait. Le soudage à pas de pélerin est une séquence employée sur les faibles épaisseurs. Elle consiste à commencer le soudage à l'intérieur de la pièce vers une des extrémités. Puis de réaliser un second cordon de l'intérieur de la pièce vers le point de départ du premier cordon exécuté et ainsi de suite jusqu'à la fin de la soudure.
8 - La pré déformation des pièces avant soudage
La pré déformation des pièces avant soudage permet de contrôler et de réduire les déformations angulaires. Cette opération préliminaire permet de réduire les temps de redressage après soudage. La déformation est réalisée de sens contraire et de valeur égale à celle du retrait.
9 - Le bridage des pièces à souder
Le bridage des pièces à souder doit être réalisé le plus tardivement possible lors d'une fabrication par soudage de matériaux sensibles à la fissuration. La méthode préconisée consiste à souder la plus grande partie des joints sur pièces libres par sous-ensemble. Le bridage est générateur de tensions internes car il est à l'origine de retraits contrariés.
10 - Le préchauffage et le post-chauffage
Le préchauffage et le post-chauffage sont des remèdes destinés à limiter la formation et l'accumulation de tensions internes dans la pièce à souder (principalement sur les aciers). Ces méthodes permettent aussi de limiter les zones dures et fragiles de trempe en augmentant le temps de refroidissement de la soudure lors de l'opération de soudage.
11 - Le retrait longitudinal
Le retrait longitudinal génère un raccourcissement de la pièce soudée. Il est donc recommandé de prévoir une surlongueur de 1 à 2 mm sur les pièces avant soudage. Le soudage en pas de pélerin limite les effets du retrait longitudinal.
12 - Les méthodes pour redresser les déformations
Plusieurs méthodes sont utilisées pour corriger les déformations après soudage. Chacune a un domaine d'application particulier suivant la nuance du matériau et le type de déformation.
[*]Redressage à froid avec une presse ou un vérin
[*]Martelage à chaud ou à froid
[*]Chaudes de retrait
13 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
14 - Quelques liens Internet utiles (liste de liens non exhaustive)
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
16 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

