
Le soudage TIG manuel en courant alternatif est le meilleur procédé pour l'assemblage permanent de tôles et de tubes d'épaisseurs comprises entre 1 mm et 5 mm.
Le soudage MIG en courant continu est le procédé de soudage à utiliser sur les tôles et tubes au dessus de 3 mm.
1 - Classification de l'aluminium et de ses alliages
L'aluminium et ses alliages sont réparties en huit séries caractérisées par la composition chimique :
[*]Série 1000 - Aluminium pur
[*]Série 2000 - Aluminium - cuivre
[*]Série 3000 - Aluminium - manganèse (0,5 à 1,2%)
[*]Série 4000 - Aluminium - silicium
[*]Série 5000 - Aluminium - magnésium (0,5 à 5%)
[*]Série 6000 - Aluminium - magnésium - silicium
[*]Série 7000 - Aluminium - zinc
[*]Série 8000 - Autre alliage d'aluminium
Les deux grandes familles d'aluminium sont :
[*]Les alliages d'aluminium non trempants (série 1000, 3000 et 5000)
[*]Les alliages d'aluminium à durcissement structural par traitement thermique (série
2000, 4000 en partie, 6000 et 7000)
2 - Désignation numérique de l'aluminium et de ses alliages
[*]1er chiffre : le premier chiffre (de 1 à 8) indique le groupe
auquel appartient l'aluminium (1) ou l'alliage d'aluminium (2 à 8).
[*]2ème chiffre : le deuxième chiffre (de 0 à 9) indique selon le groupe 1 les limites de certaines impuretés et les modifications successives de l'alliage pour les groupes 2 à 9..
[*]Les deux derniers chiffres : les deux derniers chiffres indiquent pour le groupe 1 le pourcentage d'aluminium au delà de 99,00 % et pour les groupes 2 à 8 permettrent l'identification de l'alliage.
3 - Caractéristiques mécaniques de l'aluminium et de ses alliages
| Alliages d'aluminium non trempants | |||||||||||||||
| Système | Série | 100 | 200 | 300 | 400 | 500 | 600 | Mpa | |||||||
| Al | 1000 | ||||||||||||||
| Al-Mn | 3000 | ||||||||||||||
| Al-Mg | 5000 | ||||||||||||||
| Alliages d'aluminium trempants | |||||||||||||||
| Système | Série | 100 | 200 | 300 | 400 | 500 | 600 | Mpa | |||||||
| Al-Mg-Si | 6000 | ||||||||||||||
| Al-Cu | 2000 | ||||||||||||||
| Al-Zn-Mg | 7000 | Sans cuivre | |||||||||||||
| Al-Zn-Mg | 7000 | Avec cuivre | |||||||||||||
| Al-Si | 4000 | ||||||||||||||
4 - État métallurgique des produits corroyés
[*]F - État brut de fabrication
[*]O - État recuit
[*]H - État écroui et éventuellement restauré ou stabilisé
[*]T - État durci par traitement thermique
5 - Subdivision de l'état métallurgique H
5 - 1 - Signification du premier chiffre de l'état métallurgique H
[*]H1 - Écrouissage
[*]H2 - Écrouissage puis restauration
[*]H3 - Écrouissage puis stabilisation
5 - 2 - Signification du deuxième chiffre de l'état métallurgique H
[*]H12 - Écrouissage 1/4 dur (quart dur)
[*]H14 - Écrouissage 1/2 dur (demi dur)
[*]H16 - Écrouissage 3/4 dur (trois-quarts dur)
[*]H18 - Écrouissage dur
[*]H19 - Écrouissage extra dur
6 - Subdivision de l'état métallurgique T
6 - 1 - Signification du premier chiffre de l'état métallurgique T
[*]T1 - Refroidissement après transformation à chaud et maturation
[*]T2 - Refroidissement après transformation à chaud, écrouissage et
maturation
[*]T3 - Mise en solution séparée, trempe, écrouissage et maturation
[*]T4 - Mise en solution séparée, trempe et maturation
[*]T5 - Refroidissement après transformation à chaud et revenu
[*]T6 - Mise en solution séparée, trempe et revenu
[*]T7 - Mise en solution séparée, trempe et sur-revenu
[*]T8 - Mise en solution séparée, trempe, écrouissage et revenu
[*]T9 - Mise en solution séparée, trempe, revenu et écrouissage
[*]T10 -Refroidissement après transformation à chaud, écrouissage et revenu
7 - Soudabilité de l'aluminium et de ses alliages
La plupart des nuances des séries 1000, 3000, 5000 et 6000 sont soudables avec le procédé conventionnel TIG - (141) ou MIG - (131).
La série 5000 est celle qui présente les meilleures propriétés de soudabilité.
La série 2000 et certaines nuances de la série 7000 sont peu recommandables au soudage (risque de fissuration ou crique de retrait avec le cuivre.)
Les pièces moulées en aluminium sous pression ne sont pas soudables car elles contiennent trop de bulles d'air emprisonnées dans la masse.
8 - État de surface des pièces à souder
Il est impératif, à minima, de décaper mécaniquement les bords à souder des pièces et le métal d'apport en baguette dressée avec un grattoir (aspect argent brillant).
Il est nécessaire de parfaire le grattage mécanique par un dégraissage soigneux des pièces à souder et du métal d'apport avec un solvant volatil. (Attention aux émanations de vapeurs toxiques (phosgène) de certains solvants comme le trichloréthylène au voisinage d'arc électrique).
Le soudeur portera des gants blancs propres réservés à cet effet pour la manipulation des pièces à souder.
Le décapage chimique à chaud donne les meilleurs résultats avec l'utilisation d'un décapant alcalin à la soude 10% ou un décapant de type fluo-nitrique.
9 - Préparation des bords à souder des pièces
La préparation des bords à souder est réalisée, de préférence, par usinage à la fraise à grosse denture ou manuellement avec une lime râpe à grosse denture. Il faut éviter le meulage avec disque constitué de corindons ou de résines.
Les arêtes vives des joints non repris à l'envers doivent être abattues par un grattage pour éviter l'emprisonnement d'oxydes lors du soudage.
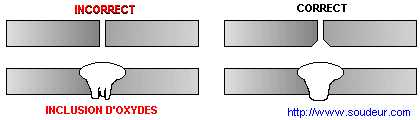
Les reprises envers sont réalisées après un gougeage soigné de la racine par fraisage ou meulage avec un disque spécial pour éviter l'emprisonnement d'oxydes, de défauts et le manque d'interpénétration. Réaliser un contrôle par ressuage pour s'assurer de la bonne exécution du gougeage.
10 - Soudage avec le procédé TIG (141)
Le soudage TIG en courant alternatif sous gaz de protection d'argon est le procédé manuel le plus couramment utilisé pour le soudage de l'aluminium et de ses alliages. A chaque alternance du courant, le passage du courant change de sens et la polarité de la pièce s'inverse.
Lorsque le flux d'électrons circule de la pièce à souder (polarité négative) vers l'électrode infusible de tungstène (polarité positive), la couche d'oxydes superficiels d'alumine (qui fond à environ 2050° C) recouvrant la pièce est dispersée et l'électrode de tungstène se détériore par le bombardement du flux d'électrons (appelée aussi alternance décapante).
A l'alternance inverse, le flux d'électrons traverse l'électrode de tungstène (polarité négative) et assure une zone de métal fondu profonde et étroite sur la pièce (polarité positive) avec un arc électrique concentré et stable.
Le courant passe très bien dans le sens direct (lorsque l'électrode est négative) et très peu lorsque la pièce est négative.
Les alternances ne sont pas équilibrées et l'arc est non stable.
Il est nécessaire que le poste de soudage soit équipé d'une platine électronique adaptée au soudage de l'aluminium avec un stabilisateur d'arc par impulsions et un dispositif de réamorçage de l'arc.
Le soudage TIG en courant continu est à bannir sauf pour des applications particulières sous un mélange gazeux d'hélium à la torche sur des faibles épaisseurs inférieures à 2,5 mm.
11 - Quelques préparations d'assemblages bout à bout
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE TIG | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 0,5 à 0,8 mm | 20 à 35 ampères | Sans | 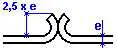 |
| De 0,8 à 1,5 mm | 35 à 55 ampères | Ø 1,6 mm | |
| De 1,0 à 2,0 mm | 30 à 100 ampères | Ø 1,6 mm |  |
| De 2,0 à 3,0 mm | 70 à 150 ampères | Ø 2,0 mm | |
| De 3,0 à 5,0 mm | 100 à 180 ampères | Ø 3,0 mm | |
| De 4,0 à 6,0 mm | 120 à 180 ampères | Ø 3,0 mm | 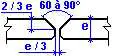 |
| De 6,0 à 8,0 mm | 150 à 250 ampères | Ø 3,0 mm | |
| De 8,0 à 10,0 mm | 200 à 300 ampères | Ø 4,0 mm | 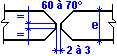 |
| De 10 à 12 mm | 250 à 350 ampères | Ø 4,0 mm | |
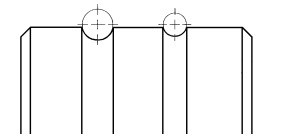
12 - Quelques préparations d'assemblages d'angle
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE TIG | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 1,5 à 2,0 mm | 50 à 90 ampères | Ø 2,0 | 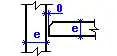 |
| De 2,0 à 3,0 mm | 70 à 100 ampères | Ø 3,0 | |
| De 3,0 à 5,0 mm | 100 à 160 ampères | Ø 3,0 | |
| De 5,0 à 8,0 mm | 150 à 250 ampères | Ø 4,0 | |
13 - L'affûtage de l'électrode infusible pour le soudage TIG sur aluminium
| En courant alternatif, l'affûtage de l'électrode infusible de tungstène (pur ou avec 0,5% de zirconium) n'est pas nécessaire. L'extrémité de l'électrode s'arrondie seule lors du passage du courant de soudage. Toutefois un affûtage permet d’obtenir une boule plus fine. |
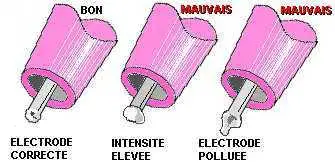 |
Les extrémités de l'électrode de tungstène

ELECTRODE A
Cette électrode de tungstène pur (WP) présente une "boule" brillante en extrémité.
Cette électrode de tungstène pur a été utilisée avec une source de courant alternatif sur de l'aluminium.
Notez la forme uniforme et l'apparence "brillante" qui caractérise une bonne protection et une bonne pratique.
ELECTRODE B
Cette électrode de tungstène est thoriée à 2% (WT20).
L'extrémité de l'électrode est affûtée en forme de cône avec la pointe d'extrémité adoucie.
Cette électrode de tungstène a été utilisée correctement avec un courant continu électrode négative.
ELECTRODE C
Cette électrode de tungstène est thoriée à 2%.
Cette électrode de tungstène a été utilisée avec un courant alternatif.
Notez les projections oxydées sur la pointe.
ELECTRODE D
Cette électrode de tungstène pur a été utilisé avec une source à courant alternatif sur de l'aluminium.
La balance du courant est réglée sur un décapage excessif qui a échauffé excessivement et détruit l'extrémité.
ELECTRODE E
Cette électrode de tungstène pur (meulée en pointe) a été utilisée avec une source de courant continu polarité négative à l'électrode.
Il faut éviter d'utiliser du tungstène pur en courant continu et des extrémités pointues sur les électrodes en tungstène pur
ELECTRODE F
Cette électrode réfractaire a été gravement contaminée par des contacts répétés avec du métal d'apport sur la pointe de l'électrode.
Il est indispensable de réaffûter l'extrémité de l'électrode de tungstène.
ELECTRODE G
Cette électrode de tungstène n'a pas été suffisamment protégé par le gaz de protection inerte du post-gaz.
Notez la surface mate et oxydée de l'extrémité de l'électrode.
La temporisation du post-gaz doit permettre un refroidissement complet de l'électrode de tungstène sous un flux de gaz inerte.
L'aspect de la pointe doit toujours être brillante.
| Ø ELECTRODE ET INTENSITE EN COURANT ALTERNATIF | ||
| Diamètre électrode | Tungstène pur | Tungstène + Zirconium |
| Ø 1,0 mm | 10 à 50 ampères | 20 à 70 ampères |
| Ø 1,6 mm | 40 à 80 ampères | 50 à 120 ampères |
| Ø 2,0 mm | 60 à 110 ampères | 70 à 180 ampères |
| Ø 2,4 mm | 80 à 150 ampères | 90 à 200 ampères |
| Ø 3,2 mm | 100 à 200 ampères | 150 à 300 ampères |
| Ø 4,0 mm | 150 à 250 ampères | 200 à 350 ampères |
14 - Soudage avec le procédé MIG (131)
Le soudage MIG en courant continu (lisse ou pulsé) sous gaz de protection d'argon est le procédé semi-automatique ou automatique le plus couramment utilisé pour le soudage de l'aluminium.
Le procédé MIG est auto-décapant. Le fil électrode est en polarité positive.
Il subit le bombardement d'électrons qui assure une fusion régulière. La pièce est en polarité négative et la pellicule d'alumine est dispersée par le transfert des électrons de la pièce vers le fil.
Le transfert d'arc par court-circuit ne peut pas être obtenu avec des gaz inertes.
Le transfert d'arc est soit par grosses gouttes ou par pulvérisations.
La qualité de l'état de surface du fil et la propreté du fil est de première importance pour éviter l'emprisonnement d'humidité et de résidus graisseux.
Il est préconisé d'utiliser un fil dit arasé pour obtenir le meilleur état de surface.
Le dévidage du fil demande une attention toute particulière lors de l'utilisation de fil aluminium.
L'utilisation d'une gaine guide fil en téflon PTFE est impérative pour assurer une bonne glisse du fil d'aluminium dans la gaine. La gaine en téflon avec un insert en PTFE-carbone est destinée à l'Aluminium.
Le réglage de la pression de serrage des galets d'entraînement et du frein de la bobine sont délicats. Veillez à avoir une trajectoire rectiligne du fil.
Les galets d'entrainement du dévidoir MIG du fil d'aluminium doivent être adaptés.
Les galets avec profil de type U sont conçus pour les fils d'aluminium pour éviter l'écrasement du fil.
La technique du dévidage poussé tiré est la solution la plus pratique pour les fils fins (Ø 10/10 mm) et les longueurs de gaine supérieures à 5 mètres.
15 - Quelques préparations d'assemblages bout à bout
| QUELQUES PRÉPARATIONS DE JOINTS POUR LE SOUDAGE MIG | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 3,0 à 5,0 mm | 100 à 180 ampères | Ø 1,0 mm | |
| De 6,0 à 8,0 mm | 150 à 250 ampères | Ø 1,2 mm | |
| De 6,0 à 8,0 mm | 150 à 250 ampères | Ø 1,2 mm | 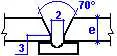 |
| De 8,0 à 12,0 mm | 200 à 280 ampères | Ø 1,2 mm | 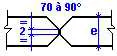 |
16 - Les gaz industriels de soudage en TIG
Les gaz industriels de soudage de type inerte (aucune addition de gaz oxydant ou réducteur) sont les seuls utilisables pour le soudage des aluminiums et alliages d'aluminium. Une protection gazeuse inerte à l'envers du joint n'est pas nécessaire.
| GAZ DE PROTECTION POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| HELIUM | 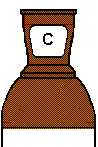 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Amorçage très difficile. Stabilité d'arc moyenne. Coût important |
| GAZ DE PROTECTION POUR LE SOUDAGE TIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM | 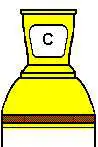 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM | 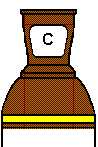 |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
17 - Les gaz industriels de soudage en MIG
| GAZ DE PROTECTION POUR LE SOUDAGE MIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| GAZ PUR | |||
| ARGON | |
|
Utilisable dans la grande majorité des applications de soudage MIG. |
| GAZ DE PROTECTION POUR LE SOUDAGE MIG | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Descr_iption |
| MÉLANGES BINAIRES | |||
| ARGON + 30 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 50 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Coût important |
| ARGON + 70 % HELIUM | |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Stabilité d'arc moyenne. Coût important |
18 - Choix du métal d'apport pour le soudage de l'aluminium
Le métal d'apport utilisé doit être de même composition et de même degré de pureté que le métal de base à souder. Lorsque l'assemblage est hétérogène, des précautions sont à prendre pour sélectionner le métal d'apport par rapport aux impératifs techniques recherchés (tenue à la corrosion, propriétés mécaniques, aspect et état de surface)
| Alliages d'aluminium à souder | 1060 1100 1350 3003 3004 |
5052 | 5083 5086 |
5454 | 6060 6061 6063 6351 |
7004 |
| 7004 | 5356 (3) | 5356 (3) | 5356 (3) | 5356 (3) 5554 (3) |
5356 (3) | 5356 (3) |
| 6060 6061 6063 6351 |
4043 5356 (3) |
5356 (3) 5554 (4) |
5356 (3) |
5356 (3) 5554 (4) |
4043 5356 (2-3) |
|
| 5454 | 5356 (3) 5554 (4) |
5356 (3) 5554 (4) |
5356 (3) | 5554 (4) 5356 (3) |
||
| 5083 5086 |
5356 (3) | 5356 (3) | 5356 (3) | |||
| 5052 | 5356 (3) | 5356 (3) 5554 (4) |
||||
| 1060 1100 1350 3003 3004 |
4043 5356 (3) 1100 (1) |
(1) Donne les meilleures ductilités et résistances à la corrosion. La résistance à la corrosion est toutefois inférieure à la nuance 1100. (2) Donne une meilleure harmonisation de la couleur après anodisation. (3) L'alliage 5356 est le plus courant de la série 5xxx. Les alliages 5183 et 5556 peuvent lui être substitués. (4) A utiliser si la température de service est supérieure à 65° Celsius. |
||||
19 - Les principaux défauts de soudage sur l'aluminium
| TABLEAU DES DÉFAUTS RENCONTRES DANS LES SOUDURES | ||
| DÉFAUTS RENCONTRES | ORIGINES PROBABLES | SOLUTION A ADOPTER |
| Fissure longitudinale | Sensibilité importante de la nuance d'aluminium soudée. Mauvais choix de métal d'apport. Séquence de soudage inadaptée. Bridage de la pièce exagéré. | Contrôler la composition chimique de la soudure. Limiter le bridage des pièces. Charger les arrêts de soudure. |
| Cordon trop bombé ou cordon trop creux | Vitesse de soudage inadaptée et intensité mal réglée. Diamètre du métal d'apport inadapté. | Vérifier vos valeurs de soudage et faites varier les deux paramètres lors du soudage. |
| Caniveaux ou Morsure | Mauvaise position de torche. Métal d'apport de trop petit diamètre. | Augmenter le diamètre du métal d'apport. Positionner correctement la torche de soudage |
| Manque de pénétration Manque de fusion | Préparation des chanfreins inadaptée. Jeu d'écartement entre les deux pièces trop faible ou non constant. Mauvais paramètres de soudage. Entraînement du soudeur insuffisant. Mauvais nettoyage. | Apporter un soin particulier à la préparation des bords à souder. Utiliser un mode opératoire de soudage éprouvé et qualifié. |
| Soufflures dans la soudure | Pièces contaminées, humides ou sales. Défaut d'étanchéité de la torche de soudage. Mauvaise protection gazeuse. Condensation. Arc de soudage trop long. Mauvais état de surface du fil d'apport. | Apporter un soin particulier à la préparation des bords à souder. Sécher, gratter mécaniquement et dégraisser les pièces à assembler. |
| Inclusions de tungstène dans la soudure | Contact du métal d'apport sur l'électrode infusible ou de l'électrode dans le bain de fusion. Densité de courant excessive. Mauvaise qualité d'électrode de tungstène. | Adapter le diamètre de l'électrode avec l'intensité du courant de soudage. Éviter tout contact avec l'électrode infusible lors du soudage. |
20 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
21 - Quelques liens Internet utiles
22 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
23 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
