
1 - Introduction
Cet article technique est rédigé selon la documentation technique et commerciale de la société ESAB avec son accord.
Bien que tous les efforts raisonnables aient été faits pour assurer l'exactitude des informations contenues dans cet article technique au moment de sa création, ESAB n'offre aucune garantie sur son exactitude et son intégralité.
La vérification de l'exactitude des informations contenues dans ce manuel, la reconnaissance des étiquettes de produits, la prise de connaissance des instructions relatives aux équipements et la conformité aux réglementations en vigueur incombent au lecteur.
En cas de doute sur la pratique correcte d'une technologie, le lecteur doit prendre contact avec le fabricant ou obtenir l'avis d'experts.
ESAB rejette toute responsabilité et toute obligation relatives aux blessures, pertes ou dommages résultant de l'utilisation d'une quelconque information contenue dans ce manuel, ou de la confiance qui lui aurait été faite.
2 - Electrodes enrobées
2 - 1 - Emballages des électrodes enrobées
Selon leur type et leur nuance, les électrodes enrobées ESAB peuvent être fournies sous des emballages différents.
- Cartons avec film rétractable ; ils ne sont pas complètement étanches à l'air, et l'humidité peut pénétrer et imprégner l'enrobage des électrodes
- Les capsules en plastique comportent un couvercle et un ruban adhésif ; l'humidité pénétrera très légèrement et imprégnera l'enrobage des électrodes.
Par conséquent, si un doute quelconque subsiste sur l'état d'humidité des électrodes, il faudra procéder, avant de les utiliser, à leur étuvage en suivant les instructions données sur les étiquettes.
- VacPac est un emballage sous vide qui, dans la mesure où l'emballage est intact (vide maintenu), procure une protection complète contre l'humidité. Lorsque l'emballage est intact,
Aucun pré-étuvage n'est nécessaire avant utilisation.
Toutes les électrodes enrobées sont sensibles à l'humidité. Des enrobages fortement humidifiés peuvent provoquer des porosités ou une fissuration dûs à l'hydrogène.
La vitesse d'absorption est toutefois très faible lorsque l'entreposage est effectué dans des conditions climatiques correctes :
[*] 5°C - 15°C: HR max 60%
[*]15°C - 25°C: HR max 50%
[*]25°C: HR max 40%
À basses températures, l'humidité peut être maintenue à de faibles niveaux pour un entreposage dont la température est d'au moins 10°C supérieure à la température extérieure.
Les emballages froids doivent être ramenés à température ambiante avant d'être ouverts.
À températures élevées, de bas niveaux d'humidité peuvent être maintenus par une déshumidification de l'air.
Des électrodes entreposées dans les conditions décrites ci-dessus peuvent être conservées pendant un maximum de trois ans.
2 - 2 -Réétuvage des électrodes enrobées
- Les électrodes basiques à faible teneur en hydrogène doivent être réétuvées à chaque fois que les exigences d'une application sont liées à la teneur en hydrogène dans le métal déposé et / ou à la qualité des radiographies. (inutile pour le VacPac)
- Les électrodes inoxydables de type acide-rutile et les électrodes basiques de tous types peuvent provoquer des pores dans le métal à souder si elles n'ont pas été entreposées dans des atmosphères suffisamment sèches. Le réétuvage des électrodes restaurera leur bonne soudabilité.
- Les électrodes de types rutile et acide pour aciers non-alliés ne nécessitent habituellement pas de réétuvage
- Les électrodes cellulosiques ne doivent pas être réétuvées
- Les électrodes qui ont été sévèrement affectées par l'humidité ne peuvent pas être restaurées et doivent être jetées.
Tableau LINCOLN ELECTRIC sur l'étuvage des électrodes enrobées :
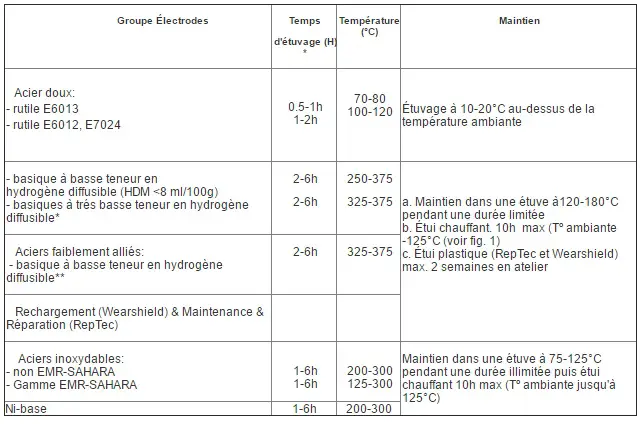
2 - 3 -Conditions de réétuvage des électrodes enrobées
- Les températures de réétuvage et durées de maintien sont spécifiées sur l'étiquette des emballages.
- La température de réétuvage est la température au coeur de l'électrode.Le temps de réétuvage est mesuré jusqu'au moment où cette température a été atteinte.
- Dans l'étuve, ne pas empiler les électrodes sur plus de quatre couches.
- Il est recommandé de ne pas réétuver plus de trois fois les électrodes enrobées.
- Les instructions de réétuvage des électrodes ESAB sont récapitulées dans le tableau ci-dessous
2 - 4 -Electrodes enrobées en emballage sous vide VacPac
Ni armoire de réétuvage, ni étuve de maintien, ni carquois
Les électrodes emballées en VacPac peuvent être utilisées sans qu'il ne soit nécessaire de les réétuver et de les entreposer en étuves de maintien ou en carquois.
Dès ouverture de l'emballage, et si le vide a été maintenu, la performance d'électrodes sèches et de qualité est garantie.
Les électrodes à faible absorption d'humidité (LMA classées H4 ou H5) réabsorbent lentement l'humidité de l'air. Pour ce type d'électrodes, le temps d'exposition sûr est de 12 heures (*) après ouverture du VacPac avec son support toujours en place.
(*) Valide dans les conditions de test des normes AWS :
26,7 °C et 80% HR
Instructions pour la manutention de VacPac
Afin de protéger l'enveloppe de vide lors de l'ouverture de l'emballage extérieur, ne pas utiliser de couteau ou autre objet tranchant. Conserver les électrodes à l'intérieur de l'emballage et ne prenez qu'une électrode à la fois.
Les électrodes à faible absorption d'humidité (LMA) qui ont été exposées à l'air pendant plus de 12 heures dans un VacPac ouvert (26,7°C et 80% HR) doivent être jetées ou réétuvées.
3 - Fils MIG/MAG/SAW, fils TIG et feuillards
3 - 1 -Entreposage des fils massifs
Les fils MIG/MAG pleins, les fils TIG et les fils ASF/SAW doivent être entreposés dans leur emballage d'origine, étanche et non endommagé, et dans des endroits secs.
Le contact avec l'eau ou l'humidité, (pluie ou condensation sur un fil froid), doit être proscrit. Pour éviter la condensation, conservez le fil dans son emballage d'origine et, si nécessaire, laissez-le prendre la température ambiante avant d'ouvrir l'emballage. Les autres substances contenant de l'hydrogène, (huile, graisse, corrosion, ou les substances absorbant l'humidité) doivent également être évitées sur la surface des fils. Le fil en bobine est fourni emballé en sac plastique et, afin d'empêcher la contamination superficielle lors de l'entreposage, les bobines entamées doivent être replacées dans un sac plastique également.
Le fil qui n'est pas dans un emballage ou sur un équipement qui le protège de la poussière, doit être conservé dans les conditions de température et d'humidité ambiante, et hors des zones poussiéreuses.
Le fil pour soudage TIG (GTAW) doit être protégé contre la poussière et la contamination en suspension après être sorti de l'emballage. L'emballage des fils TIG est un tube rigide en fibres muni d'un capuchon en plastique ; il peut être refermé après rupture de l'étanchéité. Le tube est revêtu de polyéthylène et procure une très bonne protection contre l'humidité. L'emballage est également très stable et facile à utiliser
Les fûts Marathon Pac pour soudage MIG/MAG sont conçus pour une manutention rapide et efficace et un recyclage facile. Le papier VCI placé dans les fûts et la feuille protectrice entourant les palettes protègent contre l'humidité au cours du transport et de l'entreposage.Une fois vide, il suffit de retirer les sangles de levage du octogonal, et de complètement l'aplatir de façon à économiser de la place dans l'entrepôt, jusqu'à l'enlèvement.
Il faut aussi noter que le Marathon Pac protège votre fil de soudage contre la contamination.
Il est recommandé, pour l'entreposage de tous les fils pleins, de maintenir une température minimale de 15°C et une humidité relative maximale de 60%.
3 - 2 - Les fils aluminium
La qualité du soudage peut être affectée par les conditions atmosphériques. L'humidité (H2O) est une source importante d'hydrogène. À la température de l'arc, l'eau se décompose et libère des atomes d'hydrogène qui génèrent les porosités dans les ensembles soudés.
Le contact périodique de l'aluminium et de l'eau conduira à la formation d'une pellicule d'oxyde hydraté (AlOH).
L'eau de condensation présente sur l'électrode ou sur le métal de base peut provoquer deux problèmes au cours du soudage :- Porosités dues à l'hydrogène, générée par la décomposition de l'eau ou celle de l'oxyde hydraté (AIOH), présent sur les surfaces du métal.
- L'emprisonnement de l'oxyde (AIOH) présent sur les surfaces du métal des ensembles soudés. Dans un atelier de soudage d'aluminium, l'uniformité des températures de l'air et du métal est essentielle, particulièrement lorsque l'humidité relative est forte.
La température de l'électrode et du métal de base doit pouvoir se stabiliser à la température de la zone de soudage.
L'électrode ne doit pas être exposée à l'air libre dans la zone de soudage pendant les 24 heures qui suivent sa sortie d'un entreposage froid. Avant soudage, le métal de base doit être nettoyé et brossé à l'aide d'une brosse métallique en acier inoxydable.
ESAB recommande d'utiliser des solutions alcalines douces et des produits dégraissants qui ne dégagent pas de
fumées toxiques lors du soudage.
Les soudeurs doivent essuyer les bords des joints à l'aide d'un chiffon propre, imbibé d'un solvant volatil à base de pétrole
Toutes les surfaces doivent être soigneusement séchées après nettoyage.
3 - 3 - Les feuillards
Les soudeurs doivent maintenir les feuillards aussi propres et protégés que possible. Ceci implique un entreposage soigneux et propre, et une manipulation effectuée en empêchant la poussière et les composés organiques, y compris les huiles corporelles, de contaminer la surface des feuillards.
4 - Les fils fourrés
4 - 1 -Entreposage des fils fourrés acier carbone
Les fils fourrés doivent être entreposés dans l'emballage d'origine, qui n'a pas été ouvert et endommagé.
La pérennité des consommables sera fortement réduite, si cette recommandation n'est pas suivie.
La durée d'entreposage doit être minimale et la rotation du stock doit être effectuée.
Les fils fourrés, non ou faiblement alliés, n'absorbent pas rapidement l'humidité du fait que les ingrédients essentiels sont protégés contre l'atmosphère par le feuillard.
Des procédures strictes d'assurance qualité permettront de conserver les fils fourrés à faible reprise d'humidité ESAB dans leur état d'origine.
Pour maintenir de faibles niveaux d'humidité, les fils fourrés doivent être entreposés dans des conditions correctes.
De mauvaises conditions d'entreposage peuvent nuire aux performances et à la durée de vie.
Avec un entreposage effectué dans des conditions inadéquates, la surface du fil peut se rouiller ou être contaminée au point d'affecter de manière importante le dévidage et le taux d'hydrogène diffusible.
4 - 2 -Entreposage des fils fourrés acier inox
Les fils fourrés en acier inoxydable sont plus sensibles à l'absorption d'humidité. Les bobines sont, par conséquent, emballées sous vide dans des sachets en feuille d'aluminium.
Les recommandations d'entreposage sont les mêmes que pour les fils fourrés non ou faiblement alliés.
Une attention particulière doit être portée aux fils fourrés en acier inoxydable, de façon à ce qu'après le travail, leur entreposage soit effectué dans des conditions adéquates.
Les fils ne doivent pas rester pendant de longues périodes sur les machines de soudage ou en dehors de leur conditionnement, car la condensation provenant de l'air peut rapidement détériorer leur surface.
Il faut toujours replacer les fils dans leur emballage d'origine et les entreposer dans des zones contrôlées.
Lorsqu'un fil est resté longtemps sur une machine de soudage, il est recommandé de dérouler au moins une couche de fil de façon à retirer la surface qui a pu être la plus oxydée ou contaminée.
Les fils fourrés ne doivent pas entrer en contact direct avec l'eau ou l'humidité provenant par exemple de la pluie ou de la condensation sur un fil froid.
Pour éviter la condensation, l'humidité relative et la température doivent être surveillées et la température ne doit pas descendre au-dessous du point de rosée (voir le tableau de la page 5).
Les autres substances contenant de l'hydrogène, l'huile et la graisse par exemple, la corrosion ou les substances absorbant l'humidité doivent également être évitées sur la surface des fils.
4 - 3 -Produit détérioré
Les fils fourrés, rouillés ou contaminés à la suite d'une exposition importante à l'eau ou à l'humidité, ou qui ont été exposés à l'air ambiant pendant de longues périodes, ne peuvent pas être restaurés dans leur état d'origine et doivent être jetés.
Les pièces en céramique fournies par ESAB pour supporter le métal à souder n'ont pas d'effet néfaste sur la composition et les propriétés mécaniques de ce métal. Elles sont sèches et n'absorbent pas l'humidité et, de ce fait, n'affectent pas les performances des consommables à faible niveau d'hydrogène.
5 - Flux pour soudage arc submergé
Les flux agglomérés et fondus d'ESAB sont livrés avec une humidité garantie comme étant celle de fabrication. Cette teneur en humidité est contrôlée conformément aux spécifications internes d'ESAB.
Avant transport, chaque palette est emballée sous plastique rétractable. Cette précaution est prise afin de maintenir le plus longtemps possible le taux d'humidité à la valeur qu ors de la fabrication.
Le flux ne doit jamais être placé dans des conditions humides (pluie ou neige).
5 - 1 - Entreposage du flux pour soudage arc submergé
- Les sacs de flux qui n'ont pas été ouverts doivent être stockés dans les conditions constantes suivantes :
T : 20°C +/- 10°C Humidité relative : aussi faible que possible ? ne pas dépasser 60%.
- Le flux livré en BigBags doublés d'aluminium peut être stocké dans des conditions climatiques plus rigoureuses car son emballage, s'il n'a pas été ouvert ou endommagé, le protège efficacement contre l'absorption d'humidité.
- Après une rotation de huit heures, le flux non protégé contenu dans les trémies doit être placé dans un appareil de séchage, ou une trémie chauffée à une température de 150°C +/- 25°C.
- Le flux restant dans les sacs ouverts doit être placé à une température de 150°C +/- 25°C.
5 - 2 -Recyclage du flux pour soudage arc submergé
- L'air comprimé utilisé au recyclage doit être asséché et dégraissé
- L'addition de flux neuf doit être effectuée dans une proportion d'au moins une part de flux neuf pour trois parts de flux recyclé.
- Les corps étrangers, tels que la calamine et le laitier, doivent être retirés de façon appropriée (tamisage, etc')
5 - 3 -Réétuvage du flux pour soudage arc submergé
- Les flux d'ESAB qui ont été manipulés et stockés comme indiqué ci-dessus peuvent normalement être utilisés immédiatement.
- Dans le cas d'applications exigeantes requises par les spécifications, il est recommandé de réétuver le flux.
- Par ailleurs, si le flux a absorbé de l'humidité, un réétuvage peut le restaurer dans son état d'humidité initial.
- Le réétuvage doit être effectué comme suit :
- Flux agglomérés : 300 +/- 25°C pendant environ 2 à 4 heures.
- Flux fondus : 200 +/- 50°C entre environ 2 et 4 heures.
- Le réétuvage doit être effectué dans un équipement où le flux tourne de façon à permettre l'évaporation de la vapeur d'eau, ou dans une étuve avec des plaques peu profondes où l'épaisseur du flux ne dépassera pas 5 cm.
- Le flux réétuvé qui n'est pas immédiatement utilisé doit être conservé, avant utilisation, à une température de 150 +/- 25°C.
6 - Durée maximale d'entreposage des produits consommables de soudage
La durée maximale d'entreposage des produits consommables présentés dans ce manuel est de 3 ans, si les conditions d'entreposage indiquées dans les sections de cette documentation sont respectées.
Le produit doit être vérifié avant utilisation s'il a été entreposé plus longtemps.
7- Recyclage des emballages des produits consommables de soudage
La majorité des emballages utilisés par ESAB sont conçus pour un recyclage respectant l'environnement.
Tout produit, résidu, conteneur jetable, couverture ou autre élément d'emballage doit être recyclé dans le respect de l'environnement et en complète conformité avec les réglementations nationales et locales. Prendre contact avec votre compagnie de collecte de déchets de façon à procéder comme prescrit. Les informations sur les produits et les résidus sont mentionnées dans les fiches de données de sécurité disponibles sur le site le site ESAB
8 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
10 - Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
