
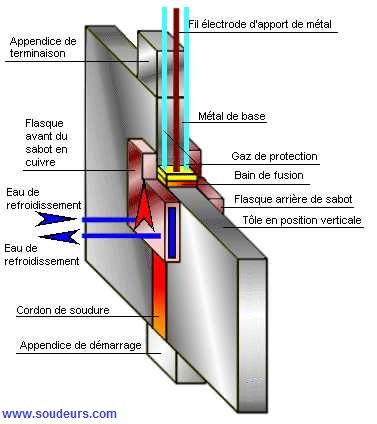
1 - Définition du procédé de soudage vertical sous gaz
| Un arc électrique est créé et entretenu entre le fil fourré électrode et la pièce, puis le bain de fusion. Le bain de fusion est protégé de l'atmosphère externe par un cône invisible de gaz (de 20 à 30 litres/minute de gaz) de protection actif (Argon + CO2) . Un dépôt de laitier recouvre et protège le bain de fusion. Le bain de fusion est soutenu et moulé par des flasques latéraux en cuivre placés de part et d'autre du joint soudé et refroidis par une circulation de réfrigérant. |
 |
2 - Installation pour le soudage vertical sous gaz
[LIST=1]
[*]Un générateur de courant continu à caractéristique horizontale.
[*]Un dispositif de déplacement des flasques du moule et du fil
[*]Un dispositif de dévidage et d'oscillation du ou des fils électrodes.
[*]Une alimentation en gaz de soudage et de protection
[*]Un sabot mobile en cuivre avec système de refroidissement.
3 - Les gaz industriels de protection
| GAZ DE PROTECTION | ||||
| Composition | Ancienne couleur d'ogive | Ancienne couleur d'ogive | Avantages | Inconvénients |
| MÉLANGES BINAIRES DE GAZ | ||||
| ARGON + CO[SUB]2[/SUB] |  |
 |
Réglages relativement faciles. Bon mouillage du cordon. Bain plus chaud. Mélange le plus couramment employé. |
Prix de revient plus élevé. Sensibilité à l'humidité et à la rouille. |
| ARGON + O[SUB]2[/SUB] |  |
|
L'oxygène améliore le mouillage. Peu de projections. Transfert par pulvérisation |
Prix de revient plus élevé. |
4 - Avantages du procédé de soudage
[*]Procédé de soudage entièrement automatique
[*]Soudage de pièces très épaisses (jusqu'à 600 mm)
[*]Pas de préparation de joint
[*]Peu de déformation angulaire
5 - Contraintes du procédé de soudage
[*]Équipement électromécanique complexe et relativement coûteux
[*]Soudage en continu sans interruption possible jusqu'à réalisation complète du joint
[*]Caractéristiques mécaniques moyennes
[*]Soudage en position verticale
[*]Structure métallurgique à très gros grains en zone thermiquement affectée
[*]Traitement thermique de normalisation nécessaire après soudage
6 - Domaines d'application du procédé de soudage
[*]Soudage des aciers non alliés et faiblement alliés (aucun risque de trempe)
[*]Soudage bout à bout de tôles de forte épaisseur
[*]Soudage d'angles avec sabots spéciaux
[*]Soudage circulaire de tubes de grand diamètre avec sabots spéciaux
7 - Paramètres de soudage
Le choix des paramètres de soudage est principalement lié à la sensibilité à la fissuration à chaud du matériau soudé. La forme et la direction de progression des dendrites de solidification doivent être vérifiées pour obtenir un angle suffisamment incliné.
Intensité du courant :
L'intensité du courant est compris entre 400 A et 800 A pour un fil électrode de Ø 3,2 mm. L'intensité peut attendre 1 000 A par guide-fil.
Tension du courant :
La tension est comprise entre 30 et 55 Volts. Une tension faible augmente la profondeur du bain de fusion et diminue la largeur de la soudure.
Vitesse de dévidage du fil d'apport :
La vitesse de dévidage du fil est de l'ordre de 4 à 6 mètres / minute.
8 - Quelques liens Internet utile
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
