1 - Définition du procédé de soudage
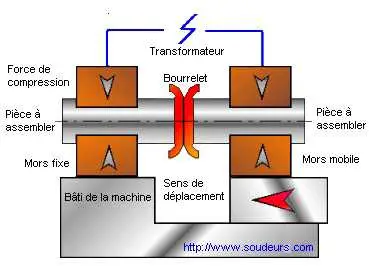
Le processus de soudage en bout par étincelage (FW : Flash Welding) est réalisé sur une machine automatique. Les pièces à souder sont maintenues solidement par des mâchoires ou mors.
L'une des mâchoires est fixe et l'autre mâchoire est mobile en translation. Les pièces sont appliquées l'une contre l'autre avec un effort de pression modéré.
L'ensemble est traversé par un courant de soudage qui provoque une élévation de température par effet Joule et la fusion localisée des deux pièces dans la zone de contact des aspérités des pièces.
Un mouvement de déplacement lent à vitesse constante est appliqué à la mâchoire mobile. Des effets magnétiques violents chassent le métal en fusion et génèrent des étincelles. Lorsque toute la section des pièces est en fusion, un déplacement rapide et une forte pression sont appliqués pour assurer le forgeage avec chasse des impuretés et création d'un bourrelet externe sur les pièces.
2 - Installation pour le soudage en bout par étincelage
[LIST=1]
[*]Un transformateur de courant de soudage
[*]Un dispositif de serrage des pièces par vérins pneumatiques ou hydrauliques
[*]Un dispositif de déplacement du mors mobile
[*]Un dispositif de commande du cycle de soudage
3 - Les avantages du procédé de soudage
[*]Excellente qualité des joints soudés
[*]Rapidité d'exécution
[*]Possibilité de souder des formes très variées
[*]Limitation des déformations
[*]Absence de préparation des bords à souder
[*]Possibilité d'automatisation
[*]Zone thermiquement affectée très faible
[*]Pas de protection du bain de fusion
4 - Les inconvénients du procédé de soudage
[*]Section admissible des pièces en fonction de la capacité de la machine
[*]Demande une puissance électrique importante
[*]Perte de matière lors du soudage par étincelage
[*]Bourrelet externe à éliminer par usinage
5 - Les différents cycles de soudage
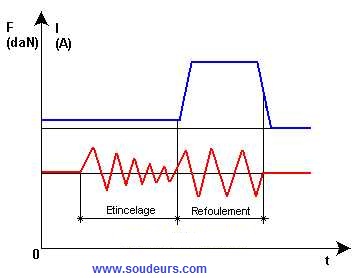
5 - 1 - Le cycle de soudage avec étincelage direct
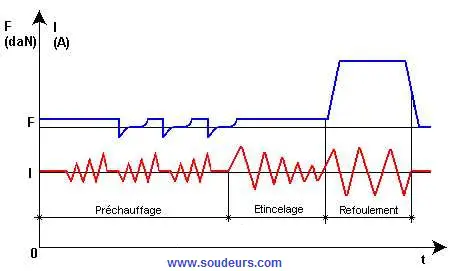
5 - 2 - Le cycle de soudage avec préchauffage avant étincelage
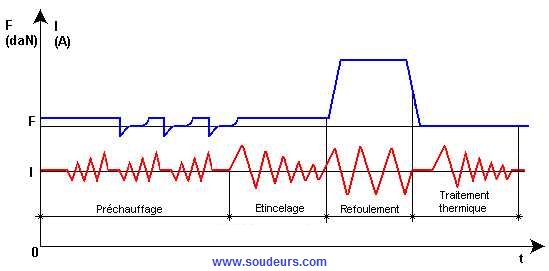
5 - 3 - Le cycle de soudage avec préchauffage et traitement thermique
6 - Paramètres du procédé de soudage en bout par étincelage
Intensité de soudage :
L'intensité est déterminée lors de la phase d'étincelage par les valeurs indicatives suivantes : de 5 à 30 ampères par mm2.
L'intensité est déterminée lors de la phase de refoulement par les valeurs indicatives suivantes : de 30 à 40 ampères par mm2.
Tension de soudage :
Il faut adopter une tension minimale compatible avec un étincelage optimal. La formule de calcul estimatif est égale à 0,5 V x Ø barre.
| PARAMÈTRES DE SOUDAGE EN BOUT PAR ÉTINCELAGE | |||||
| ACIERS NON ALLIES (Documentation SCIAKY) | |||||
| Ø barre | Écartement des mors initial | Écartement des mors final | Perte de masse - étincelage | Perte de masse - refoulement | Temps d'étincelage |
| 10 mm | 17,4 | 10,2 | 5,2 | 2,0 | 3,25 s |
| 12 mm | 20,0 | 12,0 | 6,0 | 2,0 | 3,80 s |
| 14 mm | 24,0 | 14,0 | 7,2 | 2,8 | 5,00 s |
| 15 mm | 26,0 | 15,0 | 8,0 | 3,0 | 5,50 s |
| 18 mm | 30,0 | 18,0 | 8,7 | 3,3 | 7,50 s |
| 20 mm | 34,0 | 20,3 | 10,1 | 3,6 | 9,00 s |
| PARAMÈTRES DE SOUDAGE EN BOUT PAR ÉTINCELAGE | |||
| ACIERS NON ALLIES (Documentation SCIAKY) | |||
| Section soudée | Tension en Volts | Intensités en Ampères | Effort refoulement |
| 500 mm2 | 5,3 V | 15 000 A | 4 000 daN |
| 1 000 mm2 | 6,2 V | 25 000 A | 8 000 daN |
| 2 000 mm2 | 7,8 V | 35 000 A | 16 000 daN |
| 4 000 mm2 | 10,3 V | 47 500 A | 62 000 daN |
| 8 000 mm2 | 13,6 V | 55 000 A | 64 000 daN |
7 - Quelques liens Internet utiles
8 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

