
1 - Définition de l'électrode enrobée
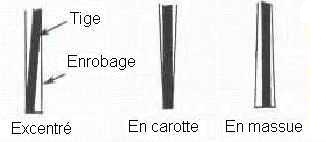
| Une électrode enrobée est un métal d'apport destiné pour le soudage à l'arc électrique. Elle est constituée d'une "âme" métallique de section circulaire et d'un "enrobage" qui est un revêtement adhérent externe. |  |
2 - Définition de l'enrobage de l'électrode enrobée
2 - 1 - Les trois rôles de l'enrobage
[*]Électrique ? Favorise l'amorçage et la stabilité de l'arc électrique
[*]Mécanique ? Contribue à l'orientation et la stabilité de l'arc
[*]Métallurgique ? Protège le bain de fusion contre l'oxydation de l'air (C, H, O, N)
2 - 2 - Les différents types d'enrobage
[*]Enrobage Acide ? Cet enrobage contient du ferro-manganèse, de l'oxyde de fer et de l'oxyde de manganèse. Le laitier est très fluide et abondant. Cet enrobage convient pour le soudage à plat et en gouttière. Il convient mal au soudage en position. La soudabilité du métal de base doit être bonne sinon le métal constituant le joint est sensible à la fissuration à chaud.
[*]Enrobage Basique ? Cet enrobage contient principalement du spath-fluor et du carbonate de calcium. Il fournit un laitier calcaire dont l'effet désulfurant est favorable au soudage des aciers ferritiques diminue le risque de fissuration à chaud du métal déposé. Ces électrodes nécessitent dans la plupart des cas un étuvage effectué au minimum à 350°C pendant 2 heures sauf prescriptions contraires du fournisseur. La majeure partie de ces électrodes fonctionnent en courant continu avec une polarité inverse (+ à l'électrode). Certaines peuvent fonctionner en courant alternatif à condition d'utiliser un générateur de soudage avec une tension à vide suffisamment élevée Uo > 60 V.
[*]Enrobage Cellulosique ? L'enrobage contient une grande quantité de substances organiques comme la cellulose. Il donne peu de laitier mais un souffle à forte teneur en CO2. Celui-ci favorise le soudage rapide en position descendante et améliore la pénétration. Comme pour les électrodes basiques, les cellulosiques fonctionnent en courant continu en polarité inverse. La tension à vide doit être au moins égale à 60 Volts.
[*]Enrobage Oxydant ? L'enrobage contient principalement des oxydes de fer et des oydes de manganèse. Il correspond à des électrodes faciles à amorcer avec un laitier en général auto-détachable. Il s'utilise en courant continu ou alternatif pour des travaux ordinaires sur aciers doux. Les caractéristiques mécaniques du métal déposé étant très médiocres, il ne supporte aucune déformation de l'assemblage à chaud ou à froid.
[*]Enrobage Rutile ? Il contient une quantité importante d'oxyde de titane. Le laitier obtenu s'élimine facilement. Il permet de souder aisément en toutes positions en courant continu ou alternatif. Les caractéristiques du métal déposé sont bonnes lorsque les aciers de base sont de bonnes qualités et ont des teneurs en carbone ainsi qu'en soufre limitées.
[*]Enrobage Divers ?
[*]Enrobage rutilo-basique : caractérisé par une action plus désulfurante
[*]Enrobage rutilo-cellulosique : caractérisé par une forte pénétration de la fusion
[*]Enrobage à addition de poudre de fer, de chrome, de nickel...
3 - Défauts des électrodes enrobées
3 - 1 - Défauts de l'âme des électrodes enrobées
[*]Composition variable
[*]Diamètre irrégulier (+/- 3% avec un minimum de 0,1 mm)
3 - 2 - Défauts de l'enrobage des électrodes enrobées
[*]Composition chimique irrégulière ? Les défauts d'homogénéité se traduisent par une dispersion des propriétés mécaniques des divers points d'un même cordon de soudure.
[*]Enrobage fissuré ? Les électrodes dont l'enrobage est fissuré de façon apparente sont à rebuter. Les électrodes dont les enrobages se détachent en cours de soudage sont également à éliminer ainsi que les cordons de soudure en cours d'exécution.
|
[*]Âme excentrée ? Une excentricité de plus de 5% entraîne le rebut des électrodes. Il en est de même pour les électrodes en sifflet. |
 |
[*]Enrobage d'épaisseur variable ? Ce défaut entraîne une dispersion des propriétés mécaniques du métal fondu.
[*]Fragilité de l'enrobage ? Un enrobage fragile est susceptible de se fissurer lors de la manipulation des électrodes entraînant les mêmes inconvénients que ceux dus à un enrobage fissuré.
[*]Hygroscopie ? Les enrobages hygroscopiques se chargent d'eau provenant de l'humidité de l'air. Ce phénomène a pour conséquence une augmentation défavorable du taux d'hydrogène dans le métal déposé. Il faudra donc les étuver avant toute utilisation.
4 - Taux d'hydrogène diffusible des électrodes enrobées
Ce taux d'hydrogène diffusible du métal déposé par des électrodes à enrobage basique ne doit pas dépasser 10 cm3 par 100 grammes de métal déposé dans les cas normaux d'application. Il doit être inférieur à 5 cm3 par 100 grammes de métal déposé dans le cas de soudage d'aciers à haute limite d'élasticité lorsque les joints sont fortement bridés en cours de soudage afin d'éviter la fissuration à froid par l'hydrogène diffusible.
5 - Normalisation des électrodes enrobées
5 - 1 - Soudage des aciers non alliés
[*]NF EN ISO 2560 Décembre 2009
5 - 2 - Soudage des aciers faiblement alliés résistants au fluage
[*]ISO 3580:2010 Mars 2010
5 -3 - Soudage des aciers HLES
[*]NF EN 757 Mai 1997
5 - 4 - Soudage des aciers inoxydables
[*]NF EN ISO 3581 Mai 2012
6 - Caractéristiques de fusion des électrodes enrobées
6 - 1 - Coefficient de dépôt (D)
C'est la masse de métal déposé par ampère et par minute pour une électrode donnée. (D) est généralement compris entre 0,12 et 0,20 g/A.mn.
6 - 2 - Rendement nominal (RN)
C'est le rapport de la masse de métal déposé à la masse d'âme consommée évalué pour une électrode donnée à partir de son diamètre nominal. Il est généralement exprimé en % et peut dépasser les 200%. l est donné dans les désignations normalisées des électrodes.
6 - 3 - Rendement global (RG)
C'est le rapport de la masse de métal déposé à la masse totale d'une électrode soumise à l'essai. Une chute de 5 cm est prévue par la norme. Ce rendement pour les électrodes courantes est de l'ordre de 0,6 et peut atteindre 0,72 pour les électrodes à poudre de fer.
6 - 4 - Rendement global effectif (RD)
C'est le rapport de la masse de métal déposé à la masse d'électrode effectivement consommée.
6 - 5 - Vitesse de dépôt (V)
V = D x R[SUB]N[/SUB] x Is
V en grammes / minute
Is (enrobage rutile) = 50 x (Ø - 1)
Is (enrobage basique) = 40 x Ø
On peut en déduire le poids de métal déposé en une heure de fonctionnement d'arc :
V = D x R[SUB]N[/SUB] x Is x 60
6 - 6 - Tension de soudage (Us)
Us= 20 + ( 0,04 x Is )
7 - Choix des électrodes enrobées
7 - 1 - Choix des caractéristiques mécaniques et du type d'enrobage
[*]Caractéristiques mécaniques ? Elles doivent être choisies légèrement supérieures à celles du métal de base.
[*]Type d'enrobage ? Il dépend du type de construction, du niveau de sécurité des assemblages et de la soudabilité du métal de base. Il influe sur la composition du métal déposé qui devra être sensiblement identique au métal de base dans la plupart des cas.
7 - 2 - Choix du diamètre des électrodes enrobées
Les électrodes de petit diamètre (Ø 2,0 mm) sont utilisées pour le soudage des tôles minces (e = 2 mm). Les électrodes de Ø 2,5 et Ø 3,15 mm sont utilisées pour les passes de pénétration dans les soudages sur bords chanfreinés et aussi sur les pièces d'épaisseur supérieure à 2 mm. Les électrodes de Ø 3,15 à Ø 5,0 mm (et parfois Ø 6,0 mm) sont utilisées pour les passes de remplissage et de finition. Le choix du diamètre est aussi dicté par la position de soudage.
7 - 3 - Autres facteurs à considérer
[*]Le type de générateur disponible doit permettre l'utilisation des électrodes choisies.
[*]Les soudeurs doivent être qualifiés pour l'emploi des électrodes choisies
[*]Les conditions d'utilisations et d'environnement doivent satisfaire les exigences du type d'enrobage choisi (étuvage, hygiène, aspiration des fumées)
8 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

