
Le soudage MAG / GMAW utilise quatre modes pour le transfert du métal à la pièce.
Chaque mode de transfert d'arc dépend du procédé de soudage, du type d'équipement, du type de la soudure et des consommables.
Plusieurs variables essentielles déterminent le type de transfert d'arc que vous utilisez, comme par exemple l'intensité de soudage et le type de courant de soudage, de la composition chimique du fil électrode, du diamètre du fil électrode, du type de gaz de protection et de la distance de fil libre ou stick-out.
Quel mode de transfert d'arc est bon pour vous'
Le bon choix est source d'efficacité, de productivité et de réussite
http://youtu.be/HL2H79cgDuo
Le transfert d'arc par court-circuit (Short-arc)
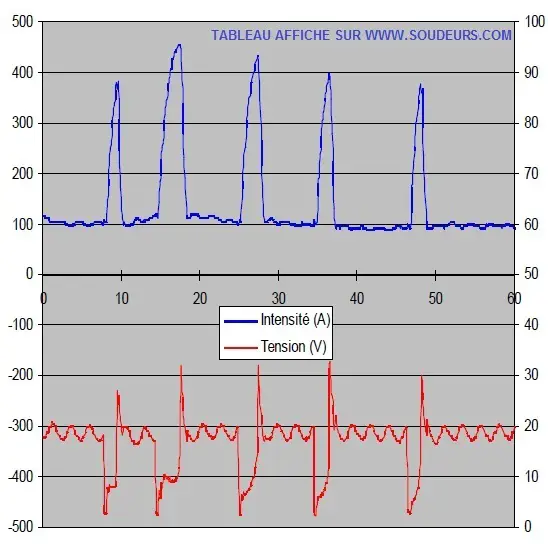
En transfert par court-circuit, le fil électrode touche la pièce et provoque un court-circuit qui pince la goutte de fil fondu et transfert le métal fondu.
Ce court-circuit est généré de 20 à 200 fois par seconde.
L'avantage du transfert par court-circuit ou short-arc est sa faible énergie de soudage.
Ce transfert d'arc est normalement utilisé sur des matériaux de faible épaisseur inférieure à 5 mm et pour les passes de pénétration ou passe de racine sur les tôles et les tubes sans support.
Il peut être utilisé pour souder dans toutes les positions de soudage.
Le transfert par court-circuit est utilisé pour les faibles diamètres de fil-électrodes comme le Ø 0,6mm, Ø 0,8 mm et Ø 1,0 mm.
Le courant de soudage doit être suffisant pour faire fondre le fil électrode. ,
Mais si l'intensité est excessive, elle peut provoquer une séparation violente du fil électrode en court-circuit, entraînant des projections excessives sur la pièce.
Utiliser les contrôles de pente et d'inductance réglables peuvent faciliter le transfert d'arc afin de minimiser les éclaboussures et d'assurer un profil plat de la soudure.
Un ajustement de la pente limite l'ampérage en court-circuit, tandis que les ajustements d'inductance permet de
contrôler le temps nécessaire pour atteindre l'ampérage maximal du court-circuit.
Un réglage correct de ces deux paramètres améliore l'aspect du cordon et il est essentiel pour contrôler le transfert par court-circuit des fils en acier inoxydable.
Le gaz le plus utilisé pour le mode de transfert en court-circuit pour les fils en acier au carbone est de 75% d' argon et 25% de CO[SUB]2.[/SUB]
Pour les fils MAG en acier carbone, la classification normalisée la plus utilisée est AWS ER 70 S6 ou EN G 42 3 G3 Si1
http://youtu.be/wAZ1X-zpbDA
Le transfert d'arc globulaire
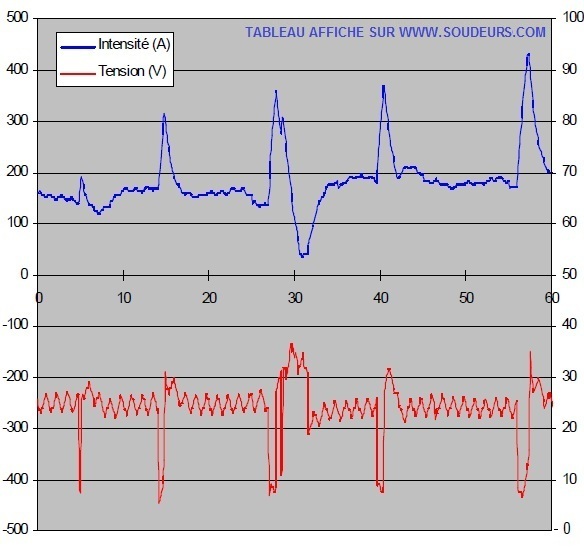
Le transfert d'arc globulaire tranfère le métal fondu à travers l'arc par des gouttelettes de grande taille, généralement plus grandes que le diamètre du fil électrode utilisé.
Ce mode de transfert d'arc est généralement utilisé sur de l'acier carbone avec un gaz de protection 100% CO[SUB]2[/SUB]
Le transfert d'arc globulaire est généralement utilisé pour souder dans les positions à plat et horizontale, car la taille des gouttelettes est importante et il serait plus difficile de contrôler le bain de fusion du cordon de soudure si ce transfert d'arc est utilisé dans la position verticale.
Ce mode de transfert génère beaucoup de projections.
http://youtu.be/vX5UNp-nZYk
Le transfert d'arc par pulvérisation (Spray arc)
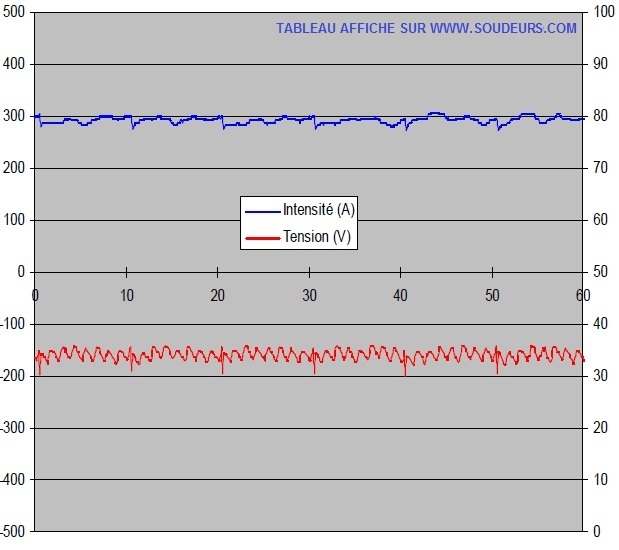
Le transfert par pulvérisation génère une pulvérisation de minuscules gouttelettes de métal liquide dans l'arc, semblable à un jet sortant d'un tuyau d'arrosage lorsque l'ouverture est limitée.
Le transfert par pulvérisation est généralement plus petit que le diamètre du fil et utilise la tension relativement élevée, une vitesse d'alimentation du fil importante et un ampérage élevé.
Cette méthode de transfert produit très peu de projections métalliques
Ce transfert est le plus souvent utilisé sur les matériaux épais dans les positions à plat et horizontale.
Les taux de dépôt sont élevés par rapport aux autres modes de transfert.
http://youtu.be/O-vR1HVeTW4
