Titane : les meilleures pratiques de soudage TIG (GTAW)
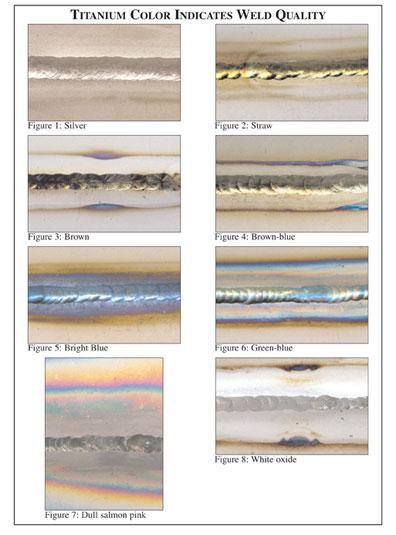
De jolies couleurs conviennent bien à la joaillerie en titane. Cependant, une couleur bleue, violette, verte, grise ou blanche est le signe d’une contamination par l’atmosphère lors de la soudure à l’arc sous gaz inerte de pièces en titane.
Dans des applications critiques, des soudures présentant de telles couleurs peuvent être moins résistantes et moins ductiles, et peuvent (ou doivent) être refusées.
Les fabricants doivent à leurs clients, et se doivent à eux-mêmes, de produire des soudures conformes aux normes et codes, comme celles définies dans le AWS D1.9,Structural Welding Code—Titanium, ou celles décrites dans leurs propres documents.
Cet article donne des éléments d’information sur le titane, sur la soudure à l’arc en gaz inerte (TIG ou GTAW), insiste sur les bonnes pratiques et met en évidence les erreurs les plus fréquentes.
Il est écrit en ayant à l’esprit surtout les petites entreprises, car ce sont elles qui réalisent la plus grande partie des soudures TIG.
Le titane
Le titane et ses alliages offrent une excellente résistance aux acides, aux chlorures et au sel, ajoutée à une large gamme de température d’utilisation, depuis la température de l’azote liquide (-196° C) jusqu’à environ 600° C et au plus élevé rapport résistance/poids de tous les métaux.
Par exemple, la nuance d’alliage de titane la plus utilisée, la nuance ASTM Grade 5 (Ti-6Al-4V) a une limite d’élasticité de 8400 kg/cm² (824 MPa) et une masse volumique de 4,60 g/cm3 environ.
Par comparaison, l’acier ASTM A 36 a une limite d’élasticité de 2500 kg/cm² (235 MPa) environ et une masse volumique de 7,90 g/cm3, alors que l’aluminium 6061-T6 a une limite d’élasticité de 2800 kg/cm² et une masse volumique de 2,73 g/cm3.
Pour résumer, le titane est environ 45 pour cent plus léger que l’acier, 60 pour cent plus lourd que l’aluminium, et plus de trois fois plus résilient que chacun d’eux.
Bien que plus cher au départ, le titane diminue le coût en service, grâce à sa grande longévité et à des coûts de maintenance et de réparation réduits, voire, non-existants.
Par exemple, l’US Navy a remplacé les alliages cuivre-nickel par du titane pour les tuyauteries d’alimentation en eau de mer sur ses navires du type LDP-17 San Antonio, car elle espère que le titane tiendra les 40 à 50 ans de la durée de vie du navire.
Outre les applications militaires, d’autres usages courants de ce métal léger, résistant mécaniquement et à la corrosion comprennent l’aérospatial, la marine, les usines chimiques, des usines de traitement, des unités de production d’électricité, l’extraction du gaz et du pétrole, le médical et le sport.
Gaz de protection indispensable
Le titane appartient à la famille des métaux dits réactifs, ce qui signifie qu’ils ont une affinité particulière pour l’oxygène. A température ordinaire, le titane réagit avec l’oxygène pour former du dioxyde de titane. Cette couche passive le rend résistant à toute action supplémentaire de l’atmosphère environnante, et procure au titane cette fameuse résistance à la corrosion.
Cette couche d’oxyde doit être éliminée avant soudage, car l’oxyde fond à une température très supérieure à la température de fusion du métal, ce qui ferait entrer des particules d’oxyde dans la couche en fusion, créant des discontinuités dommageables pour la bonne qualité de la soudure.
Quand il est chauffé, le titane devient très réactif et se combine facilement avec l’oxygène, l’azote, l’hydrogène et le carbone en formant des oxydes (les fameuses couleurs du titane sont dues en fait à des épaisseurs variables de la couche d’oxyde).
L’absorption interstitielle de ces oxydes fragilise la soudure, et peut rendre la pièce inutilisable.
C’est pourquoi toutes les parties de la zone affectée thermiquement (la ZAT) doivent être protégées de l’atmosphère jusqu’à ce que la température tombe en dessous de 430° C environ (notez que les avis des experts varient sur cette température, les recommandations allant de 260° C à 540° C environ.
Prendre 430° C comme valeur moyenne raisonnable, à moins que les normes, codes procédures applicables indiquent une autre valeur).Une des plus grandes erreurs lors du soudage du titane est l’absence de vérification des nombreux paramètres qui contribuent à une bonne protection gazeuse avant d’amorcer le premier arc.
Prendre l’habitude de toujours faire une soudure sur une pièce d’essai avant de lancer la vraie opération de soudage.
Pour vérifier que la gaz remplit les conditions de pureté dont vous avez besoin, l’American Welding Society (AWS) recommande d’utiliser des appareils de mesure de cette pureté avant tout soudage.
La pureté du gaz demandée varie selon les applications. Des exigences typiques recommandent que le gaz de protection (dit d’inertage), typiquement, de l’argon, soit pur à au moins 99,995 %, avec au maximum 5 à 20 ppm d’oxygène, et qu’il présente un point de rosée inférieur à -58° C, voir -105° C.
Propreté, propreté, propreté
La contamination provenant d’huile sur vos doigts, de lubrifiants, d’huiles de coupe, de peinture, de poussières et de beaucoup d’autres substances peut induire une fragilisation, ce qui est une cause majeure d’une rupture d’une soudure défectueuse.
Lorsqu'on travaille sur du titane, il faut suivre la règle des trois P : Propreté, Propreté, Propreté !
Maintenez propre la zone de travail, exempte de poussière, débris, à l’abri de mouvements d’air trop importants, qui pourraient interférer avec le gaz d’inertage.
Nettoyez le métal de base, protégez les zones qui ne vont pas être soudées rapidement, nettoyez la baguette de soudure, et mettez des gants en nitrile en manipulant pièces et électrodes.
Conseils pour le soudage
L’ASTM International a référencé 31 qualités (grades) de titane.
Des grades différents permettent de répondre aux exigences variées de propriétés mécaniques, résistance à la corrosion, facilité de mise en œuvre, de fabrication et soudabilité.
Bien que les diverses propriétés de ces grades se recoupent quelque peu le soudage du titane est assez semblable à celui d’autres alliages.Les images ci-dessous et les conseils montrent les bonnes pratiques de base pour le soudage du titane, en complément des informations et conseils déjà donnés ci-dessus.
[TABLE]
[INDENT=4]
 [/INDENT]
[/INDENT][TABLE]
[INDENT=4]
 [/INDENT]
[/INDENT][TABLE]
[INDENT=3]
 [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT] [/INDENT]
[/INDENT]
 [/INDENT]
[/INDENT]



{kind=link}