Le soudage plasma à arc transféré est le plus répandu pour le soudage des métaux.
C?est un arc électrique rigide et énergétique obtenu grâce à une tuyère spéciale et à une protection par un gaz auxiliaire. Le jet plasma est constricté mécaniquement et pneumatiquement par la tuyère, ce qui permet d'obtenir une plus grande puissance spécifique de la colonne plasma, et donc des zones fondues très étroites.
1 - Définition du procédé de soudage arc plasma
Le soudage PLASMA (P.A.W.) est un procédé à l'arc comparable au soudage TIG sous protection de gaz inerte avec une électrode infusible (tungstène). Le soudage est réalisé à l'aide d'une torche spéciale à plasma :
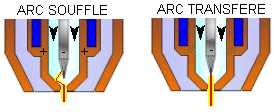
[*] soit à partir d'un arc électrique créé entre l'électrode infusible de tungstène (de Ø 1,0 mm à Ø 8,0 mm) et l'intérieur de la tuyère (arc non transféré ou soufflé)
[*] soit à partir d'un arc électrique créé entre l'électrode infusible de tungstène (de Ø 1,0 mm à Ø 8,0 mm) et la pièce à souder (arc transféré). Un arc pilote est utilisé pour l'amorçage d'un arc transféré.
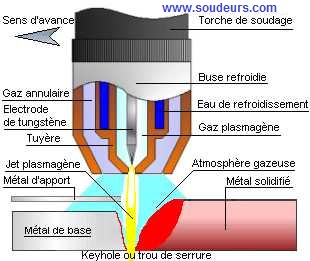
Un diaphragme dénommé tuyère permet la constriction ou l'étranglement mécanique de l'arc électrique à travers un orifice calibré dans une colonne de gaz central ou plasmagène (Argon ou Argon + H2 ) qui génère une énergie calorifique très élevée. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil d'apport métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure.
Le métal d'apport est amené automatiquement avec un dévidoir motorisé (bobine de fil de Ø 0,8 mm à Ø 2,0 mm) dans le bain de fusion. L'électrode de tungstène est protégé par un courant de gaz appelé gaz plasmagène (débit de 0,5 à 8 litres/minute) . Le bain de fusion est protégé de l'atmosphère externe par un cône invisible d'inertage de gaz annulaire (débit de 10 à 25 litres/minute) de protection (Argon ou Argon + Hélium ou Argon + H2 ou Azote + H2 ). Un générateur électrique fournit le courant continu avec une intensité variant de 0,1 à 15 ampères pour le micro plasma ou de 10 à 400 ampères pour le plasma en fonction de différents paramètres comme le diamètre du fil, la position de soudage, le type d'assemblage, la dimension et la nuance des pièces à assembler.
2 - Principe du procédé de soudage arc plasma
La torche de soudage plasma est reliée pour la partie électrode infusible sur la borne électrique de sortie négative et pour la partie tuyère sur la borne positive du générateur de soudage à courant continu (caractéristiques externes statiques verticales). La prise de masse est reliée au générateur sur la borne positive et est placée sur la pièce à souder. Une alimentation en gaz de soudage plasmagène est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. Une alimentation en gaz de soudage annulaire est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. Un dispositif d'amorçage à haute fréquence permet l'amorçage de l'arc pilote à l'intérieur de la tuyère (arc non transféré ou soufflé). Lorsque l'opérateur actionne le bouton de soudage, l'arc pilote est transféré de l'électrode vers la pièce à souder permettant l'amorçage de l'arc de soudage entre l'électrode et la pièce.
3 - Avantages du procédé de soudage arc plasma
[*]Soudage de pièce de 3 à 8 mm en une seule passe sans préparation
[*]Soudage dans trois positions fondamentales possibles (à plat PA, corniche PC et montante PF)
[*]Travail rapide, fin et précis
[*]Très bonnes qualités de joint
[*]Très bonnes caractéristiques mécaniques
[*]Aspect de cordon très correct
[*]Largeur de cordon de pénétration faible
[*]Procédé automatisable
4 - Différents types de procédés à l'arc plasma
[*]Soudage micro plasma (0,1 à 45 ampères - 0,05 à 1,5 mm ) utilisable en manuel ou en automatique.
[*]Soudage plasma (100 à 400 ampères - 2,0 à 10 mm ) utilisable en automatique.
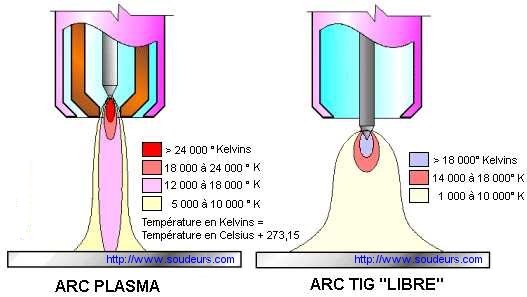
5 - Définition des températures d'un arc plasma
6 - Installation de soudage pour le soudage ARC PLASMA
[LIST=1]
[*]Un générateur de courant continu (caractéristiques externes statiques verticales).
[*]Un coffret de commande ou automate pour les installations automatiques
[*]Une potence ou banc de raboutage pour les installations automatiques
[*]Une torche de soudage plasma (avec ou sans refroidissement) avec câbles conducteurs
[*]Une régulation de la tension d'arc pour les installations automatiques
[*]Un dispositif sophistiqué d'évanouissement d'arc
[*]Un groupe réfrigérant à circuit fermé (lors d'utilisation à forte intensité)
[*]Une bouteille de gaz plasmagène avec détendeur/débitmètre et boyaux d'alimentation
[*]Une bouteille de gaz annulaire avec détendeur/débitmètre et boyaux d'alimentation
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 10 à 13
[*]Une brosse métallique
[*]Des écrans ou rideaux de protection
[*]Une ventilation efficace dans les endroits confinés
7 - Différents types de tuyères pour le soudage ARC PLASMA
[*]Tuyère cylindrique
[*]Tuyère convergente/divergente
[*]Tuyère cylindrique avec orifices latéraux
La perpendicularité des orifices latéraux de la tuyère par rapport à l'axe du joint à souder doit être parfaite pour assurer un cordon de soudure sans caniveau en bordure de joint.
8 - Différents types d'électrodes infusibles pour le soudage ARC PLASMA
[*]Tungstène thorié (0,5 à 4 % thorium - couleur d'extrémité rouge )
[*]Tungstène cérié (0,5 à 4% cérium)
Le centrage de l'électrode de tungstène par rapport au trou central de la tuyère et le réglage de la hauteur d'enfoncement de l'électrode de tungstène par rapport à la tuyère sont des paramètres importants de réglage. Ces réglages influencent grandement la longévité de la tuyère, l'état physique du jet plasma, l'aspect et la pénétration du cordon de soudure.
9 - L'affûtage de l'électrode infusible pour le plasma
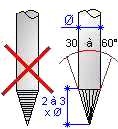
| La préparation géométrique de la pointe de l'électrode infusible est une variable importante. L'affûtage est exécuté à l'aide d'une meuleuse à grain fin (réservé à cet usage) avec récupération des poussières. L'affûtage de l'électrode est réalisé par un cône avec un angle compris entre 30 et 60 degrés. Les stries d'usinage ou de meulage doivent être dans le sens longitudinal de l'électrode. La pointe d'extrémité du cône doit être adoucie pour supporter les densités de courant. |
 |
10 - Les gaz de soudage utilisés en soudage plasma
| GAZ DE PROTECTION ENDROIT POUR LE SOUDAGE MICRO PLASMA | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Description |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| MÉLANGES BINAIRES | |||
| ARGON + 20 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Polyvalence / Performance. Coût relativement important |
| ARGON + 1 à 3 % AZOTE |  |
|
Utilisable sur les aciers duplex et super-duplex (austéno-ferritique). |
| ARGON + 2 à 10% HYDROGÈNE |  |
 |
Utilisable en TIG automatique avec les inox austénitiques - Bain de fusion plus chaud - Meilleur mouillage - Vitesse d'avance plus élevée - Pénétration améliorée. A interdire sur les aciers inoxydables martensitiques et les matériaux sensibles à l'oxydation à chaud (titane, zirconium, tantale). |
Nota important :
L'utilisation d'un gaz de protection inerte à l'envers du bain de fusion est obligatoire et techniquement impérative sur les matériaux comme les aciers inoxydables, les bases nickel, le titane, le zirconium. (rochage sur les inoxydables et pollution par les gaz H, O et N pour les matériaux très réactifs à l'air)
Les gaz utilisés en soudage ne sont pas toxiques.
Toutefois à concentration élevée, ils n'entretiennent pas la vie.
Ne travaillez jamais dans un local fermé ou une enceinte confinée non ventilée.
11 - Préparations de joints et paramètres pour le soudage ARC PLASMA
| QUELQUES PRÉPARATIONS DE JOINTS | |||
| Epaisseur en mm | Fourchette d'intensité | Ø métal d'apport | Préparation |
| De 2,0 à 3,0 mm | 90 à 130 ampères | Ø 1,0 mm |  |
| De 3 à 4,0 mm | 120 à 160 ampères | Ø 1,0 mm | |
| De 4,0 à 6,0 mm | 140 à 180 ampères | Ø 1,2 mm | |
| De 6,0 à 8,0 mm | 160 à 280 ampères | Ø 1,2 mm | |
| De 8,0 à 15 mm | 180 à 280 ampères | Ø 1,2 mm |  |
12 - Paramètres indicatifs de soudage ARC PLASMA sur acier inoxydable
| Épaisseur en mm |
Intensité (A) |
Tension (V) |
Vitesse de soudage |
Diamètre Fil (mm) |
Vitesse Dévidage |
Gaz Plasmagène |
Gaz Annulaire |
Diamètre Tuyère |
Position tungstène |
| 3 | 130 | 25 | 45 | Ø 1,0 | 60 | 3 | 20 | Ø 2,5 cylindrique |
3 |
| 4 | 150 | 25 | 35 | Ø 1,2 | 60 | 4 | 20 | Ø 2,5 cylindrique |
3 |
| 5 | 160 | 25 | 28 | Ø 1,2 | 60 | 5 | 20 | Ø 2,5 cylindrique |
3 |
| 6 | 180 | 25 | 29 | Ø 1,2 | 60 | 6 | 20 | Ø 3,0 cylindrique |
3 |
| 6 | 250 | 24 | 26 | Ø 1,2 | 60 | 8 | 25 | Ø 3,0 divergent |
1,5 |
| 8 | 250 | 24 | 18 | Ø 1,2 | 90 | 8 | 25 | Ø 3,0 divergent |
1,5 |
13 - Quelques liens Internet utiles
14 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
15 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN