Le contrôle radiographique par rayonnements ionisants (X ou gamma) permet de détecter des discontinuités et défauts internes de compacité souvent très fins (fissures, soufflures, inclusions, manque de liaison, manque de fusion) dans les parois des matériaux métalliques.
1 - Principe du contrôle radiographique ou gammagraphique
Ce contrôle est réalisé à l'aide d'un tube générateur à rayons X ou d'une source radioactive gamma qui émettent des rayonnements ionisants, de films radiographiques ou d'une caméra pour l'acquisition numérique de l'image transmise placés sur la face inverse au rayonnement. Les rayons électromagnétiques de faible longueur d'onde sont partiellement absorbés par les hétérogénéités du milieu en traversant la paroi du matériau irradié.
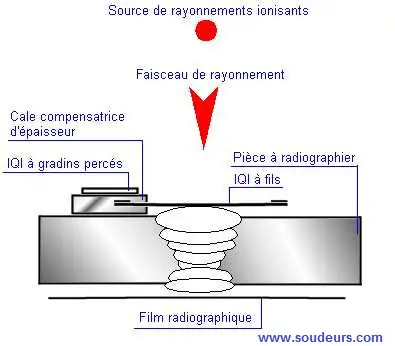
Le faisceau impressionne le film radiosensible en fonction des rayonnements transmis à travers la pièce contrôlée pour donner naissance à l'image radiographique.
La présence d'un défaut se traduit par une variation de l'absorption du rayonnement émis et donc à une variation de la densité optique du film au droit de l'image du défaut.
2 - Les sources de rayonnements ionisants
2 - 1 - Le tube à rayons X
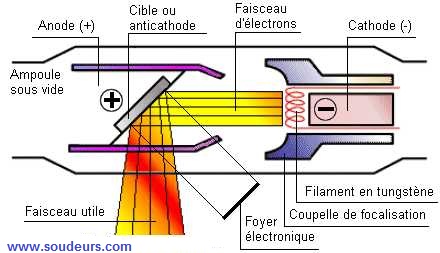
Le tube radiogène ou tube de Coolidge est un tube en verre dans lequel règne un vide poussé. Il est alimenté en courant électrique et émet des électrons par échauffement d'un filament incandescent de tungstène de la cathode (potentiel négatif). Ce faisceau d'électrons est attiré par la différence de potentiel (plusieurs milliers de volts) vers la cible de l'anode ou anti-cathode (potentiel positif). L'impact des électrons sur la cible ou foyer électronique ou foyer thermique génère 99% de chaleur et 1% de rayons X. L'émission du rayonnement X résulte de la brusque décélération des électrons sur la cible métallique.
[*]La qualité du rayonnement est déterminée par la tension d'accélération en kV.
[*]La quantité de rayonnement est définie par l'intensité du courant en mA.
Plus le rayonnement est pénétrant (faible longueur d'onde), moins le contraste est élevé.
Les alimentations électriques des générateurs à rayons X sont de plusieurs types :
[*]Auto-redressé sous tension alternative (la plus courante)
[*]Circuit VILLARD
[*]Circuit GRAETZ
[*]Circuit GREINACHER
[*]Circuit à une diode
Les différents types d'irradiation des tubes à rayons X :
[*]Irradiation directionnelle
[*]Irradiation panoramique orthogonale
[*]Irradiation panoramique non orthogonale
[*]Irradiation panoramique à anode longue
2 - 2 - La source radioactive à rayonnement gamma
Les rayons gamma sont émis lors de la désintégration spontanée d'une particule qui compose le noyau atomique du radio-élément (radioactivité)
[*]La qualité du rayonnement est déterminée par la nature du radio-élément
[*]La quantité de rayonnement est définie par l'activité du radio-élément
L'activité d'une source est exprimée en curie (Ci) ou en becquerel (Bq).
[*]1 Tbq (10 [SUP]12[/SUP] Bq) = 27 Ci
[*]1 Ci = 37 Gbq (37 x 10 [SUP]9[/SUP] Bq)
L'activité d'un radio-élément décroît dans le temps. Chaque radio-élément a sa période de décroissance ou demi-vie. A chaque période de décroissance, l'activité de la source est divisée de moitié.
Les différents types de radio-éléments Gamma :
| Radioélément | Radioélément | Période | R/h[SUP]-1[/SUP]à 1 m par Ci | nA.kg[SUP]-1[/SUP]à 1m par Gbq | mGy.h[SUP]-1[/SUP]à 1m par Tbq |
| Iridium 192 | [SUP]192[/SUP] Ir | 74 jours | 0,5 R/h[SUP]-1[/SUP] | 0,97 nA.kg[SUP]-1[/SUP] | 135 mGy/h[SUP]-1[/SUP] |
| Cobalt 60 | [SUP]60[/SUP] Co | 5,27 ans | 1,31 R/h[SUP]-1[/SUP] | 2,54 nA.kg[SUP]-1[/SUP] | 353,7 mGy/h[SUP]-1[/SUP] |
| Césium 137 | [SUP]137[/SUP] Cs | 30 ans | 0,35 R/h[SUP]-1[/SUP] | 0,68 nA.kg[SUP]-1[/SUP] | 94,5 mGy/h[SUP]-1[/SUP] |
| Thulium 170 | [SUP]170[/SUP] Tm | 127 jours | 0,0025 R/h[SUP]-1[/SUP] | 0,0048 nA.kg[SUP]-1[/SUP] | 0,675 mGy/h[SUP]-1[/SUP] |
| Le radio-élément est placé dans une capsule scellée placée sur un porte source et dans un conteneur appelé projecteur de gammagraphie ou gammagraphe. L'utilisation de ce type de matériel est très réglementé, exige des compétences en radioprotection et la détention de source radiographique est strictement surveillée par la CIREA. |  |
3 - Les films radiographiques
3 - 1 - Structure d'un film radiographique
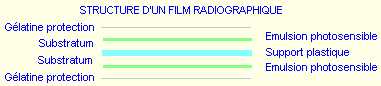
| Les films radiographiques sont constitués d'émulsions photosensibles, contenant des halogénures d'argent (sels d'argent), coulées sur les deux faces d'un support plastique et protégées par une pellicule de gélatine de protection durcissante. Lors de l'exposition aux rayonnements ionisants, les sels d'argent sont ionisés (Ag +). | 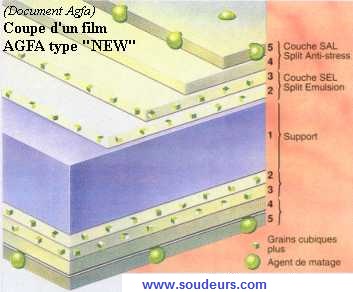 |
Le développement des films dans le révélateur transforme les ions d'argent Ag + en argent métallique noir. L'opération de fixage consiste à libérer tous les cristaux AgBr non ionisés.
La granulation du film définit sa sensibilité et sa rapidité d'exposition. Plus le grain est fin, plus le film est sensible à la détection des défauts et plus le temps de pose est long.
| Classification des films et coefficient de sensibilité | |||||||
| Type | EN 584.1 | CODAP 95 | ISO 5579 | ASTM | DIN 54117 | BS 2600 | K |
| CX | C6 | 4 | GIII | 3 | G4 | FG-HC | 0.65 |
| D8 | C6 | 4-5 | GIII | 2 | G4 | FG-HC | 0.65 |
| AA400 | C5 | 4 | GIII | 2 | G4 | FG-HC | 1.00 |
| D7 | C6 | 4-5 | GIII | 2 | G3 | FG-HC | 1.00 |
| T200 | C4 | 3 | GII | 1 | G2 | UFG-HC | 1.90 |
| D5 | C4 | 3 | GII | 1 | G2 | UFG-HC | 1.90 |
| MX125 | C3 | 3 | GI | 1 | G2 | UFG-HC | 3.10 |
| D4 | C3 | 3 | GI | 1 | G2 | UFG-HC | 3.10 |
| M | C2 | 2 | GI | 1 | G2 | UFG-HC | 4.40 |
| D3 | C2 | 2 | GI | 1 | G2 | UFG-HC | 4.40 |
3 - 2 - Développement manuel d'un film radiographique
Le développement du film est réalisé dans une chambre noire équipée d'un éclairage par lampe inactinique.
Le développement est réalisé manuellement ou à l'aide d'une machine automatique ( > 100 films / jour )
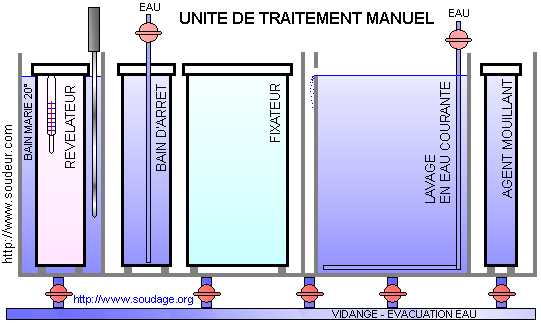
| CONDITIONS DE TRAITEMENT MANUEL D'UN FILM | |||
| OPERATION | TEMPS | TEMPERATURE | OBSERVATIONS |
| Révélateur | 5 minutes | 20° Celsius | Si > 20° C : + 30 s par degré |
| Bain d'arrêt | 30 secondes | 20° Celsius | bain d'eau à 3% d'acide acétique |
| Fixateur | 10 minutes | 20° Celsius | |
| Lavage | 20/30 minutes | 15° Celsius | Eau courante filtrée |
| Agent mouillant | 1 minute | 20° Celsius | Agepon, teepol à 10% |
| Séchage | 45 minutes | 40° Celsius | Films égouttés avant séchage |
[*]Révélateur: Agiter toutes les 30 secondes. La régénération des bains est faite à raison de 0,2 m2 de film par 10 litres de produit.
[*]Bain d'arrêt: Agiter les cadres pour stopper la révélation.
[*]Fixateur: Agiter les cadres dans le fixateur. Égoutter les cadres à la sortie.
[*]Lavage: Eau courante filtrée à moins de 20° Celsius
[*]Agent mouillant: Rinçage dans une solution aqueuse avec 10% d'agent mouillant
[*]Séchage: A l'air libre ou dans une armoire séchante ou sécheuse à rouleaux
3 - 3 - La densité optique d'un film radiographique
La densité optique d'un film radiographique correspond au degré de noircissement du film. La densité optique est égale au rapport logarithmique de la lumière incidente par la lumière transmise. Plus le film est dense et noir et moins la lumière incidente est transmise. Une densité optique de 3 correspond à un film qui transmet 1/1000 de la lumière incidente du négatoscope. La densité optique d'un film est comprise couramment entre 2,0 (relativement blanc et transparent) et 4,0 (relativement noir et opaque).
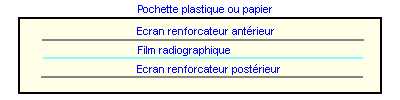
4 - La constitution d'une cassette de film radiographique
4 - 1 - La cassette simple film
La cassette est constituée à l'extérieur d'une feuille de papier renforcée ou de plastique opaque à la lumière blanche. Dans cette cassette, il est placé un film radiographique et deux écrans renforçateurs métalliques au plomb (un antérieur et un postérieur).
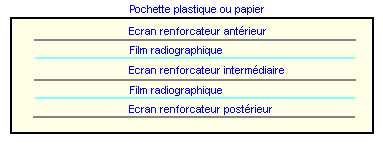
4 - 2 - La cassette double films
La cassette est constituée d'une feuille de papier renforcée ou de plastique opaque à la lumière blanche. Dans cette cassette, il est placé deux films radiographiques (de rapidité identique ou différente) et trois écrans renforçateurs métalliques (un antérieur, un intermédiaire et un postérieur).
5 - Les rayonnements parasites
Les rayonnements diffusés et rétro-diffusés doivent être éliminés par un système de filtration et/ou de blocage. Un filtre est placé entre la pièce et la pochette de film pour filtrer le rayonnement diffusé par la pièce. Un écran de blocage en plomb est placé à l'arrière de la pochette de film pour arrêter le rayonnement rétro-diffusé.
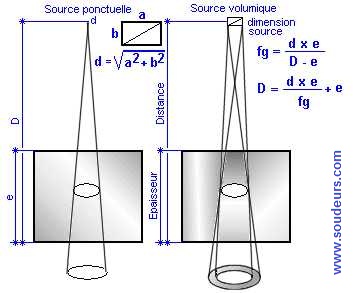
6 - Le flou géométrique
| Le flou géométrique est une zone d'ombre créée autour de l'image radiographique du défaut. Pour atténuer ce flou, il faut augmenter les distances entre la source de rayonnement et la pièce à radiographier ou choisir des dimensions de foyer ou de source les plus faibles possible. Le flou géométrique est imposé à une valeur maximale de 0,2 mm en rayons X et de 0,3 mm en rayons d (Iridium 192). |
 |
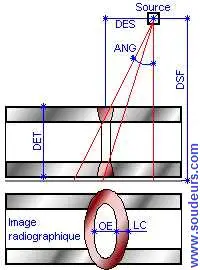
7 - La projection elliptique
| Le contrôle radiographique de soudures circulaires de tubes de diamètre extérieur compris entre 30 mm et 100 mm est réalisé par un tir en ellipse ou projection elliptique. La source est décalée d'une distance DES par rapport à l'axe de la soudure. Deux expositions décalées à 90° sont réalisées pour le contrôle complet de la soudure. Le temps de pose est déterminé sur les deux épaisseurs du tube traversées. La qualité d'image est déterminée à partir de la somme des deux épaisseurs de parois du tube. L'interprétation des deux cordons est réalisée simultanément. |
 |
| Le contrôle radiographique de soudures circulaires de tubes de diamètre extérieur compris entre 90 mm et 500 mm est réalisé par un tir au contact. La source est placée sur la paroi extérieure du tube et le film est placé sur la paroi extérieure à l'opposé de la source. Plusieurs expositions sont réalisées pour le contrôle complet de la soudure. Le temps de pose est déterminé sur les deux épaisseurs du tube traversées. La qualité d'image est déterminée à partir de l'épaisseur de la paroi du tube avec sa surépaisseur de cordon. | 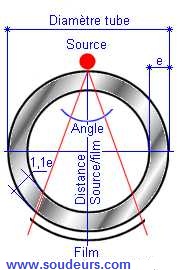 |
9 - Les indicateurs de qualité d'image (IQI)
9 - 1 - Les IQI à fils suivant NF EN 462-1
| L'indicateur de qualité d'image à fils est repéré par un numéro en plomb (W1, W6, W10 et W13) correspondant au diamètre du fil le plus gros de la pochette. L'I.Q.I. est constitué d'une pochette en plastique translucide dans lequel sont placés 7 fils de diamètres calibrés précis et décroissants. Le matériau des fils doit avoir un coefficient d'absorption le plus proche du matériau à contrôler. Ils existent quatre matériaux pour les fils : |
 |
| INDICATEURS DE QUALITÉ D'IMAGE A FILS | |||||||
| 1 FE EN | 6 FE EN | 10 FE EN | 13 FE EN | ||||
| N° du fil | Ø fil mm | N° du fil | Ø fil mm | N° du fil | Ø fil mm | N° du fil | Ø fil mm |
| 1 | 3,20 | 6 | 1,00 | 10 | 0,400 | 13 | 0,200 |
| 2 | 2,50 | 7 | 0,80 | 11 | 0,320 | 14 | 0,160 |
| 3 | 2,00 | 8 | 0,63 | 12 | 0,250 | 15 | 0,125 |
| 4 | 1,60 | 9 | 0,50 | 13 | 0,200 | 16 | 0,100 |
| 5 | 1,25 | 10 | 0,40 | 14 | 0,160 | 17 | 0,080 |
| 6 | 1,00 | 11 | 0,32 | 15 | 0,125 | 18 | 0,063 |
| 7 | 0,80 | 12 | 0,25 | 16 | 0,100 | 19 | 0,050 |
L'IQI à fils chevauche la soudure. Le plus petit fil doit être positionné vers l'extrémité de la zone radiographiée.
9 - 2 - Les IQI à gradins et percés de trous suivant NF EN 462-2
| L'indicateur de qualité d'image à gradins est repéré par un numéro en plomb (H1, H5, H9 et H13) correspondant à l'épaisseur du gradin et au diamètre du trou le plus gros. Les gradins inférieurs à 0,8 mm d'épaisseur sont percés de deux trous. Le matériau de l'IQI doit avoir un coefficient d'absorption le plus proche du matériau à contrôler. Ils existent quatre matériaux : |  |
| Un système de repérage et d'identification des radiogrammes doit assurer une correspondance parfaite entre le film et la zone radiographiée. Des lettres et chiffres en plomb ainsi que des rubans métriques ou bande de Wulf sont utilisés pour assurer le marquage et l'identification des films. Ces marquages sont placés sur les pièces à contrôler. |  |
11 - Les temps de pose ou temps d'exposition
11 - 1 - Les temps de pose aux rayons X
| Le temps de pose est déterminé par un abaque d'exposition spécifique à chaque poste à rayons X. Cette abaque est définit pour un type de film donné, un type de chargement de cassette de films avec ou sans écrans renforçateurs, une densité optique donnée, une distance focale tube / film fixe, des conditions de développement et de traitement de films précises et un nombre de milliampères. Une modification d'un des paramètres ci-dessus oblige à refaire l'abaque de temps de pose. | 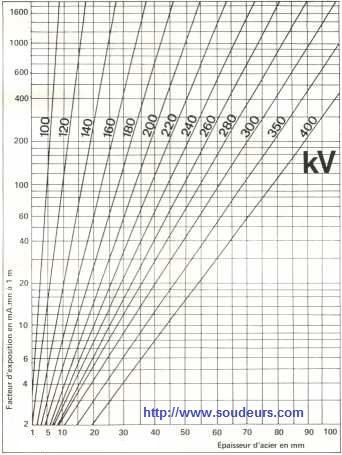 |
11 - 2 - Les temps de pose aux rayons Gamma
Le temps de pose est déterminé par la formule de calcul suivante :
|
[*]T : le temps de pose en heure [*]Q : le facteur d'exposition en heure / curie [*]D : la distance source / film en mètre [*]K : le coefficient de rapidité du film [*]N : le coefficient de densité optique [*]S : le coefficient de renforcement [*]A : l'activité de la source en Curie ou Giga-becquerel |
|
12 - Avantages du contrôle par radiographie
[*]Facilité de détection des défauts internes des pièces.
[*]Rapidité relative d'obtention des résultats (de l'ordre de 15 minutes).
[*]Bonne sensibilité de détection des défauts.
[*]Traçabilité et archivage des résultats
13 - Inconvénients du contrôle par radiographie
[*]Investissement important
[*]Limitation du contrôle par les épaisseurs et par le matériel utilisé.
[*]Les opérateurs doivent être très expérimentés
[*]Les règles de sécurité sont rigoureuses et contraignantes
[*]Mise en oeuvre délicate sur chantier avec tube à rayons X
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article technique
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN