Cet article technique vous explique les différentes phases réalisées pour qualifier un soudeur sur tubes selon le code américain ASME IX.
Cet article technique est rédigé par hyppolite (Membre du Cameroun) .
1 - Usinage par sciage des éprouvettes
Tube Ø 4 pouces ou Ø 114,3 mm
Epaisseur du tube : 8,56 mm (QW-452)
Longueur de la manchette = 150 mm (QW-404/QW-452)
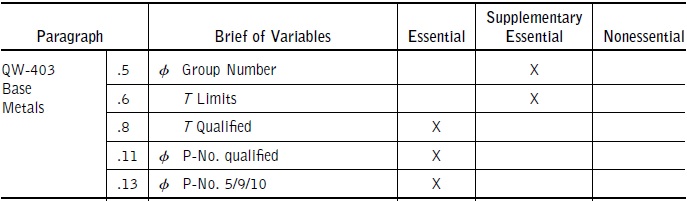
Acier nuance API 5L Grade B (QW-403)
 |
 |
Chanfrein = 35° par manchette
Ouverture totale du chanfrein = 70°
Talon = 1 à 2 mm
 |
 |
Procédé = GTAW / 141 / TIG
Position de soudage = 6G (QW-405)
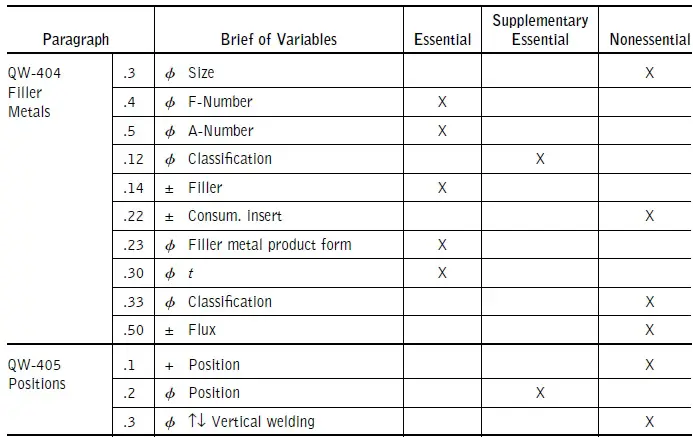
Métal d'apport = ER 70S-3 (QW-404)
Fournisseur = ESAB TIGROD 12.60
Gaz = Argon 100% (QW-408)
 |
QW-194 Visual Examination — Performance
Performance test coupons shall show complete joint penetration with complete fusion of weld metal and base metal.
 |
Procédé = SMAW / 111 / ARC E.E.
Position de soudage = 6G (QW-405)
Métal d'apport = E 70.18 (QW-404)
Fournisseur = ESAB OK 48.00
 |
 |
Repère du soudeur = B03
Repère de l'éprouvette = TC02
Procédé(s) = 141 + 111
Position = 6G
Numéro WPS
Code = ASME 9
 |
Radiographie de la soudure suivant ASME 5 - Article 2 Edition 2010
Critère d'acceptation selon QW-191 ASME 9 Edition 2010
 |
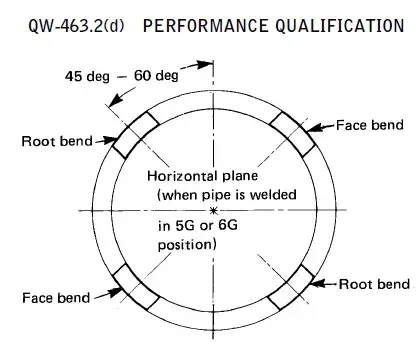
Prélèvement des quatre éprouvettes de pliage sur chaque échantillon de qualification selon QW-463.2(d)
 |
 |
 |
 |
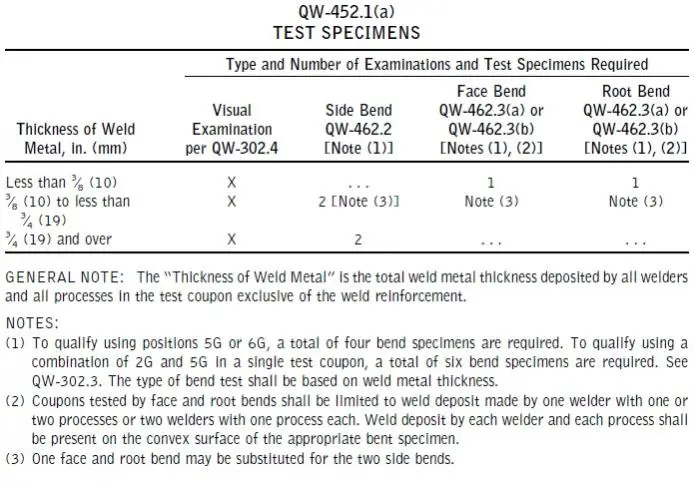
Les éprouvettes de pliage sont définies dans le QW-161.1 et QW-161.2
Les dimensions des éprouvettes sont définies dans le QW-463
Les nombres d'essais sont définis dans le QW-452.1
 Pour les essais de pliage, le prélèvement des coupons sont effectués manuellement (à la meule) par un tuyauteur habile.
Pour les essais de pliage, le prélèvement des coupons sont effectués manuellement (à la meule) par un tuyauteur habile.  |
 |

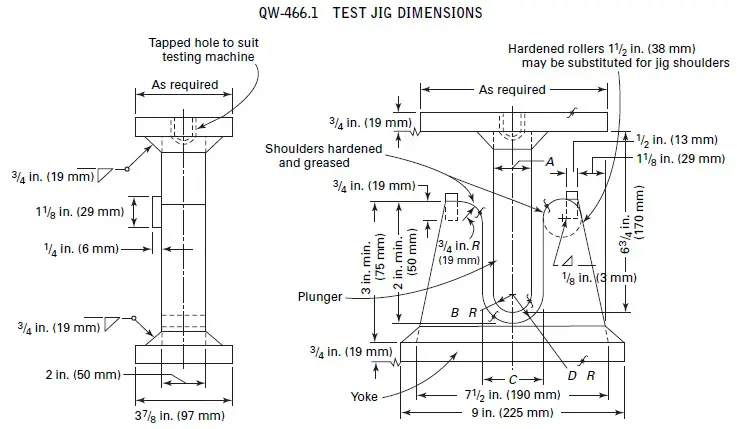
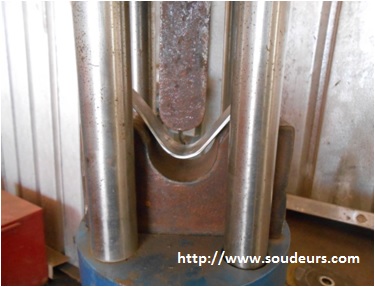
10 - Réalisation des essais de pliages guidés sur presse hydraulique
Le gabarit d'essai est réalisé selon QW-466.1
 |
 |
 |
 |
Les critères d'acceptation des essais de pliages sont définis dans le QW-163
QW-163 Acceptance Criteria — Bend Tests
The weld and heat-affected zone of a transverse weldbend specimen shall be completely within the bent portion of the specimen after testing.
The guided-bend specimens shall have no open discontinuity in the weld or heat-affected zone exceeding 1⁄8 in. (3 mm), measured in any direction on the convex surface of the specimen after bending. Open discontinuities occurring on the corners of the specimen during testing shall not be considered unless there is definite evidence that they result from lack of fusion, slag inclusions, or other internal discontinuities. For corrosion-resistant weld overlay cladding, no open discontinuity exceeding 1⁄16 in.(1.5 mm), measured in any direction, shall be permitted in the cladding, and no open discontinuity exceeding 1⁄8 in.
(3 mm) shall be permitted along the approximate weld interface.

12 - Auteur de cet article technique
Envoyer un message privé à l'auteur de cet article nommé hyppolite :

13 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
14 - Quelques liens Internet utiles
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
16 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons.Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons.Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN