Ce procédé de soudage par résistance par points utilise la combinaison d'une pression localisée pour mettre les pièces en contact par recouvrement et de l'effet joule d'une forte intensité électrique.
Ce procédé de soudage ne nécessite pas de métal d'apport.
1 - Définition du procédé de soudage par résistance par points
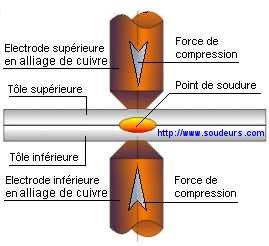
Les pièces à souder sont superposées et sont serrées localement entre deux électrodes ou des mâchoires en alliage de cuivre . L'ensemble pièces / électrodes est traversé par un courant de soudage qui provoque une élévation de température par effet Joule à l'interface des deux pièces et la fusion localisée des deux pièces dans la zone de positionnement des deux électrodes.
Le point de soudure a un aspect circulaire.
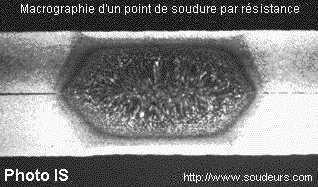
2 - Macrographie d'un point de soudure par résistance
3 - Rappel de base d'électricité
Loi de Joule : Lorsqu'un courant électrique parcourt un conducteur, la quantité de chaleur dégagée est proportionnelle au carré de l'intensité du courant et au temps.
W (en joules) = R (Ohm) x I[SUP]2[/SUP] (Ampères) x t (secondes)
Résistance : La résistance d'un conducteur, à température ambiante, est :
[*]proportionnelle à sa longueur
[*]inversement proportionnelle à sa section
[*]fonction du matériau constitutif de l'âme du conducteur
R (Ohm) = p (micro-Ohm/cm/cm[SUP]2[/SUP]) x ( L (cm) / S (cm[SUP]2[/SUP]))
La résistivité est l'opposition d'un matériau au passage du courant électrique. Les électrodes en cuivre présentent une résistivité faible (1,7 micro-ohm/cm/cm[SUP]2[/SUP])
4 - Installation pour le soudage par résistance par points
[LIST=1]
[*]Un transformateur de courant de soudage (il abaisse la tension, il augmente le courant)
[*]Un dispositif de mise en pression des électrodes
[*]Un dispositif de commande du cycle de soudage
[*]Un circuit de refroidissement avec contrôle en température
5 - Les différents types de transformateurs de soudage
[*]Les transformateurs monophasés
[*]Les transformateurs triphasés avec changement de fréquence
[*]Les transformateurs triphasés avec redresseurs
[*]Les transformateurs électrostatiques (décharge de condensateurs)
6 - Les différents types de mise en pression des électrodes
[*]La commande manuelle
[*]La commande pneumatique
[*]La commande hydraulique (eau ou huile)
[*]La commande mécanique
7 - Les avantages du procédé de soudage
[*]Rapidité d'exécution
[*]Limitation des déformations
[*]Absence de préparation des bords à souder
[*]Possibilité d'automatisation
8 - Les inconvénients du procédé de soudage
[*]Assemblage par recouvrement uniquement
[*]Epaisseur soudée limitée à la puissance de la machine
[*]Difficulté de contrôle de la qualité des points soudés
9 - Paramètres du procédé de soudage par points par résistance
9 - 1 - Diamètre du point de soudure
Le diamètre du point de soudure est fonction des paramètres suivants :
[*]de l'intensité du courant
[*]du temps de passage du courant
[*]de la section de contact des électrodes
[*]de l'effort appliqué aux électrodes
9 - 2 - Diamètre de la pointe de l'électrode en cuivre
| Le diamètre de contact de l'électrode doit être d'environ 2 fois l'épaisseur de la pièce à souder + 3 mm. Lorsque l'assemblage est réalisé sur des pièces d'épaisseurs différentes et de nuance identique, l'électrode la plus petite est placée sur la pièce d'épaisseur la plus mince. Lorsque l'assemblage est réalisé sur des pièces d'épaisseur égale et de nuances différentes, l'électrode la plus petite est placée sur la pièce dont la résistivité est la plus faible. Il est possible d'assembler trois tôles d'épaisseurs égales. Pour éviter le marquage de la pince sur une face, il est possible d'utiliser une contre-électrode ou une plaque en cuivre. | 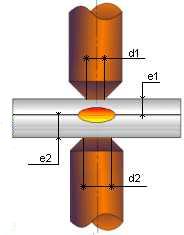 |
9 - 3 - Distance minimale entre le point de soudure et le bord de la pièce
| La distance entre la rive de la pièce et le point de soudure doit être d'environ 2 fois l'épaisseur minimale + 4 mm pour éviter un éclatement du point de soudure sous l'effet de la pression hydrostatique du noyau en fusion. |  |
9 - 4 - Distance minimale entre deux points de soudure
La distance entre deux points doit être d'environ 3 fois le diamètre du point de soudure pour éviter un shuntage du courant de soudage. Si la distance entre points est inférieure à 3 x Ø du point, il est nécessaire d'augmenter l'intensité pour compenser cet effet de shuntage.
9 - 5 - Quelques paramètres indicatifs pour le soudage par points
| PARAMÈTRES DE SOUDAGE RÉSISTANCE PAR POINTS | ||||
| ACIERS CARBONE NON ALLIE (Documentation SCIAKY) | ||||
| Epaisseur | Ø pointe | Intensité | Temps | Pression |
| 0,5 mm | 4 mm | 2 000 A | 0,2 s | 60 daN |
| 0,5 mm | 4 mm | 4 000 A | 0,04 s | 150 daN |
| 1,0 mm | 5 mm | 3 000 A | 0,4 s | 100 daN |
| 1,0 mm | 5 mm | 8 000 A | 0,1 s | 250 daN |
| 2,0 mm | 7 mm | 5 000 A | 1,0 s | 200 daN |
| 2,0 mm | 7 mm | 14 000 A | 0,3 s | 500 daN |
| 3,0 mm | 9 mm | 8 000 A | 2,0 s | 300 daN |
| 3,0 mm | 9 mm | 19 000 A | 0,6 s | 800 daN |
| 4,0 mm | 11 mm | 10 000 A | 3,2 s | 380 daN |
| 4,0 mm | 11 mm | 24 000 A | 0,9 s | 1 250 daN |
| 5,0 mm | 13 mm | 12 000 A | 4,5 s | 450 daN |
| 5,0 mm | 13 mm | 28 000 A | 1,4 s | 1 700 daN |
| PARAMÈTRES DE SOUDAGE RÉSISTANCE PAR POINTS | ||||
| ACIERS INOXYDABLES (Documentation SCIAKY) | ||||
| Epaisseur | Ø pointe | Intensité | Temps | Pression |
| 0,5 mm | 4,0 mm | 3 750 A | 0,04 s | 175 daN |
| 0,8 mm | 4,5 mm | 6 000 A | 0,10 s | 300 daN |
| 1,0 mm | 5,0 mm | 7 600 A | 0,14 s | 400 daN |
| 1,5 mm | 6,0 mm | 11 000 A | 0,20 s | 650 daN |
| 2,0 mm | 7,0 mm | 14 000 A | 0,24 s | 900 daN |
| 2,5 mm | 7,5 mm | 16 000 A | 0,28 s | 1 200 daN |
| 3,0 mm | 8,5 mm | 18 000 A | 0,32 s | 1 500 daN |
10 - Quelques métaux soudables par résistance
[*]Aluminium (assez bon)
[*]Acier carbone non allié (excellent)
[*]Acier inoxydable austénitique (excellent)
[*]Acier revêtu ou galvanisé (moyen)
[*]Alliage de nickel (très bon)
[*]Bronze (bon)
[*]Cupro-nickel (bon)
La réussite du soudage de métaux de natures différentes est fonction des matériaux utilisés. Il est assez facile d'assembler de l'aluminium / magnésium. Il est impossible d'assembler par résistance par points de l'aluminium / cuivre ou du cuivre / acier. La soudabilité métallurgique de l'assemblage hétérogène est à vérifier par des essais en laboratoire.
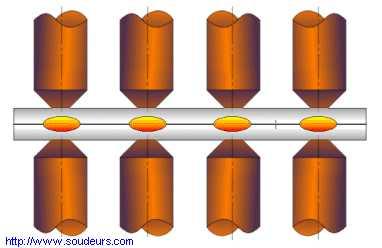
11 - Soudage par résistance par points multiples
| L'exécution simultanée de plusieurs points sans déplacement des pièces permet d'améliorer la productivité surtout lorsque le nombre de points à réaliser est important. Le courant parcourt successivement chaque couple d'électrodes |
 |
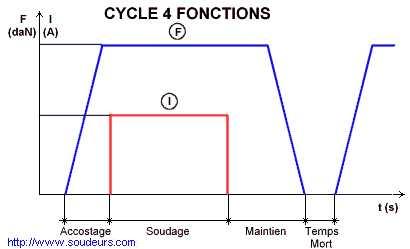
12 - Quelques cycles de soudage par points
Le cycle simple de soudage le plus fréquemment utilisé :[INDENT]1. Accostage
sous l'effet de la pression, les électrodes assurent un contact étroit entre les pièces.
2. Soudage
l'intensité et le temps sont fonction de la nature des métaux et des épaisseurs.
3. Forgeage ou maintien de la pression
La pression des électrodes est maintenue afin d'assurer la solidification du noyau et le forgeage de la zone chauffée. 4. Cadence ou temps mort
Espace de temps entre la réalisation de deux points consécutifs.
[/INDENT]
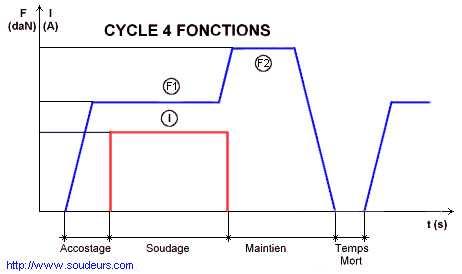
Le cycle de soudage avec variation de l'effort de compression :
13 - Essais pour qualifier et contrôler le soudage par points
Pour vérifier la qualité du soudage d'un point de soudure par résistance, plusieurs essais destructifs sont réalisés :
[*]L'examen macrographique et/ou l'examen micrographique
[*]La filiation de dureté sous cordon des aciers susceptibles à la trempe
[*]L'essai de traction et de cisaillement
[*]L'essai d'arrachement ou de déboutonnage
[*]L'essai d'endurance ou de fatigue
Il est possible également de réaliser des contrôles en ligne sur la machine de soudage par résistance par point :
[*]En mesurant au cours de la séquence de soudage, l'évolution de la valeur de la résistance électrique et de la tension. En effet, cette résistance décrit une courbe caractéristique du bon déroulement du point de soudure.
[*]En mesurant la valeur d'écrasement des points de soudure et en déterminant une mesure limite haute et basse pour chaque point.
[*]En mesurant la température du point de soudure au cours de la séquence de soudage.
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN