L’inertage: une bonne solution pour améliorer la qualité des soudures
Eliminer les contaminants gazeux de la zone de la soudure accroît la qualité des soudures sur les tuyauteries
par Dr.FLETCHER publié dans “Welding Journal”
Lorsque des soudures sont conçues pour supporter des efforts en service, un soin particulier doit être apporté au choix des matériaux et à leurs caractéristiques.
Les propriétés mécaniques des soudures, notamment leur résistance à la fatigue, peuvent être notablement impactées par leur forme et leur composition. En particulier, en racine, un renforcement adéquat combiné à une transition douce entre la soudure et le métal de base sont indispensables pour atteindre la résistance mécanique souhaitée.
Bonne pratique
Des liaisons de haute qualité entre des sections cylindriques telles que tubes et tuyaux peuvent être obtenues seulement si l’on est certain d’avoir éliminé tous les gaz de l’atmosphère et si une liaison solide et progressive avec la soudure est réalisée.
La présence d’oxygène, et, à un moindre degré, d’azote, dans la zone de fusion de la soudure peut conduire à des défauts de tout type.
Une décoloration n’est pas esthétique et révèle parfois un déséquilibre de composition du métal, notamment sur certains aciers inoxydables.
Une oxydation importante conduit inévitablement à une baisse des propriétés mécaniques et peut entraîner une baisse catastrophique de la résistance à la corrosion.
La corrosion par l’azote peut conduire à de la fragilité.
La contamination par ces gaz dans la soudure-même peut générer des fissures pendant le refroidissement, ou après.
Il est clair qu’une réduction de la section d’une soudure en racine, qu’on détecte par sa concavité, va affecter négativement la résistance du joint.
Pas toujours faciles à mettre en évidence, mais tellement nuisibles dans beaucoup d’applications d’importance majeure.
Des entailles ou des fissures peuvent apparaître à jointure métal d’apport et métal de base. Ces anomalies peuvent se propager lorsque la pièce est en service et causer des arrêts.
Principes de base
La qualité de la racine de la soudure sur pièces tubulaires peut être assurée si l’on met en œuvre les moyens de prévention appropriés, basés essentiellement sur le remplacement de l’air par des gaz inertes.
C’est ce qu’on appelle une purge gazeuse ou l’inertage, dont les principes généraux sont expliqués Fig. 1.

Fig.1. Schéma de principe d’une purge
Gaz d’inertage:
En Europe, le gaz d’inertage le plus fréquemment utilisé est l’argon de qualité commerciale ; aux Etats-Unis, l’hélium, moins cher, est plus largement utilisé.
Pour des applications spéciales, des techniques d’inertage ont été développées utilisant de l’azote ou des mélanges argon-hydrogène et hélium-argon.
Les matériaux à souder et le processus de soudage sont deux facteurs essentiels à prendre en compte pour choisir le meilleur gaz ou le meilleur mélange.
On doit aussi définir le débit et la pression du gaz : ces données une fois choisies sont des parties intégrantes de la procédure formalisée de soudage.
Des variations dans la qualité du gaz d’inertage peuvent survenir pendant le soudage, ce qui rend souhaitable une surveillance constante du gaz, notamment pour sa teneur en oxygène et son taux d’humidité.
Dans ce but, il y a sur le marché des analyseurs spécifiques pour l’oxygène et des mesureurs de point de rosée.
Procédure d’inertage
La première exigence est de disposer d’un point d’entrée et d’un point de sortie du gaz.
L’arrivée du gaz se fait à une des extrémités bouchées, l’évacuation, à l’autre extrémité, afin d’empêcher toute montée en pression indésirable.
L’argon est plus lourd que l’air, et l’entrée du gaz doit être à un niveau plus bas que la sortie, de sorte que l’air soit bien entièrement évacué de la cavité.
Inertage total
Sur des tuyaux et tubes de petites dimensions, dont le volume interne est faible, faire un inertage complet et constant de l'ensemble n'est pas d’un coût prohibitif.
Dans ce cas, des disques en bois ou en plastique tout bêtement appliqués aux extrémités du tube peuvent faire l’affaire. On utilise souvent, à titre d’exemple, les bouchons de plastique qu’on met pour protéger les extrémités et les pas de vis pendant le transport.
Il est de la plus haute importance que toute fuite soit éliminée, et de ventiler aussi tous les raccordements, afin de s’assurer de l’élimination totale de l’air.
Quand un inertage de l’ensemble ne peut être aisément réalisée, par exemple en raison d’un grand volume ou d’un accès difficile, on peut employer des techniques de confinement autres.
Papiers et pâtes solubles dans l’eau
Un moyen efficace et bon marché d’assurer une bonne purge est de faire des disques à base de papier hydrosoluble et de les coller avec un ruban adhésif à l’intérieur des tuyaux à souder.
Il ne faudrait pas les mettre en place avant tout préchauffage, et il faut les mettre assez loin, disons 500 mm, afin d’éviter tout endommagement dû à la chaleur pendant le soudage.
Le gaz inerte est introduit dans la zone située entre les barrières solubles au moyen d’un tube hypodermique placé au niveau de la soudure.
Sur les tubes de petit diamètre, on peut fabriquer une barrière efficace simplement en froissant le papier et en le poussant dans le tube.
Des pâtes solubles sont également disponibles, et peuvent convenir pour de petits diamètres.
Une fois l’opération de soudage terminée, papier ou pâte peuvent être éliminés en envoyant de l’eau dans le tube, et en attendant le temps nécessaire pour qu’elle dissolve la barrière.
Barrières thermiques jetables
L’emploi des produits hydrosolubles n’est pas toujours possible, et les disques en carton sont alors une solution. Ils sont coupés à la dimension intérieure du tube et, si nécessaire, collés avec du ruban adhésif en place pour faire étanchéité.
Les disques devraient se trouver à au moins 500 mm de la zone de soudage, pour éviter tout endommagement dû à la chaleur pendant le soudage.
La solution du disque « jetable thermiquement » convient si le soudage est suivi d’un traitement thermique, qui permet de se débarrasser du carton par incinération.
Autrement, on peut le détruite par incinération avec une torche.
Les barrières qu’on peut détruire à l’eau ou thermiquement sont des solutions faciles là où l’accès vers l’intérieur du tube ou du tuyau n’est pas aisé après soudage.
Si l’accès est possible, plusieurs techniques alternatives de barrières peuvent être envisagées, telles que disques pliables, disques en caoutchouc assurant l’étanchéité, ou des vessies gonflables.
Ces barrières sont normalement mises en place au moment où l’on assemble l'appareil et ce, avec une corde ou une tige dans le chemin d'accès, pour pouvoir les récupérer.
Une distance de 150 à 200 mm sera généralement suffisante pour empêcher tout dommage dû au soudage, bien qu’une distance supérieure puisse être recommandée s’il y a un préchauffage avant soudage.
Barrières-disques pliantes
Les disques peuvent être faits à partir d’une feuille rigide de n’importe quel matériau ; le contre-plaqué est une bonne idée si on a les moyens de fabriquer le disque sur place.
Les disques sont dimensionnés selon le diamètre et articulés, avec un joint en mousse sur la périphérie. Des cordes fixées sur les disques permettent de démonter la barrière après soudage, et d’enlever les disques du tube.
Barrière avec joint en caoutchouc
Un disque de caoutchouc peut être coincé entre deux disques en bois ou en métal, permettant un ajustement au diamètre, dans une certaine mesure, en appliquant simplement une pression axiale.
Ces joints ne peuvent pas être pliés pour être enlevés : après soudage, il faut pousser les disques au-delà de la racine de la soudure, ce qui peut entraîner quelques problèmes.
Vessies gonflables
L’utilisation de vessies gonflables, comme dans le système Argweld®, est une méthode très efficace pour réduire le volume à purger.
Cette technique a été développée pour produire une solution réutilisable.
Elle est facile d’emploi et économique quand on doit fabriquer plusieurs joints similaires.
La vessie, de longueur suffisante pour assurer une bonne étanchéité, est fabriquée en caoutchouc recouvert d’une toile de protection. Une vessie est placée de chaque côté du joint, et gonflée soit à l’air comprimé, soit avec le gaz de purge lui-même.
Cette dernière solution est préférable, car elle évite toute difficulté qui pourrait apparaître suite à une fuite de la vessie.
Les Figures 2 à 4 expliquent le concept de la vessie.
Des variantes de l’équipement de base sont disponibles.

Fig.2. Purge d’un coude à 90°

Fig.3. Purge d’un coude court

Fig.4. Purge d’une pièce en T.
On peut incorporer à la vessie les tubes d’entrée et de sortie du gaz inerte, afin de lui permettre de bien s’appuyer sur la paroi pour une meilleure étanchéité.
Des protections haute-température existent.
Elles permettent d’assurer la protection gazeuse durant des phases de préchauffage, et une vessie unique peut être utilisée pour des soudures sur tubes fermés à une extrémité.
Les pressions de gonflage et de purge peuvent être ajustées séparément.
Des tubes d’alimentation plus longs ou plus courts sont disponibles, et il est possible de régler le débit d’air de façon continue jusqu’à 20 litres/minute.
Le processus préalable à la purge
Le mise en place d’une protection gazeuse est mise en œuvre afin de déplacer l’air présent dans le volume à traiter.
De nombreux facteurs doivent être pris en compte pour estimer la durée de la prépurge, tels que le diamètre du tube, le volume à purger, et la concentration maximale d’oxygène autorisée.
Une mauvaise idée très répandue est qu’augmenter le débit de purge va réduire la durée de la purge.
Tout faux !
Accroître le débit augmente la turbulence, et le résultat est un mélange non désiré de gaz de purge et d’air, ce qui peut allonger en fait la durée de purge.
De façon générale, le débit de mise en place et le temps devraient permettre de changer cinq fois le volume contenu dans la tubulure ou entre les barrières ; mais une valeur de débit de gaz recommandée est dans les 20 litres/minute.
La Figure 5 est une illustration de la relation entre le temps de prépurge et le diamètre de la tubulure, basée sur une longueur à purger de 300 mm.
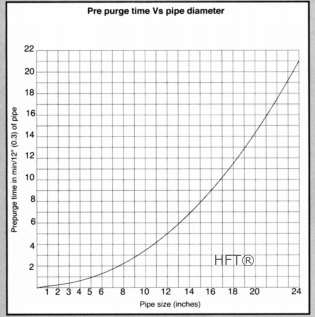
Fig.5. Durée de la mise en place de l’inertage en fonction du diamètre de la tubulure.
La durée est établie pour une tubulure de 12 pouces (30 cm) de diamètre, avec un débit de 50 pieds3/heure (23,5 litres/minute).
Pour calculer la durée de prépurge pour toute longueur de tubulure, multipliez la valeur lue sur le diagramme par la longueur de la tubulure. Par exemple, la mise en place de l’inertage pour une tubulure de 60 m (200 ft) et 127 mm (5 pouces) de diamètre demandera 200 minutes (3 heures et 20 minutes).
Pour d’autres longueurs de purge, il est raisonnable de faire une règle de trois. Le Tableau 1 donne des durées de purge pour différent diamètres de tubulure et pour différents flux.
Les joints à souder qui nécessitent une ouverture dans la racine ou qui ont de mauvais ajustements, deux éléments qui conduisent à des fuites indésirables de gaz de purge, peuvent être étanchéifiés avec des rubans adhésifs.
Les teneurs en oxygène et humidité dans le gaz d’inertage devraient être vérifiées avec du matériel approprié, en faisant les mesures au point de sortie. Si on a des tubes incorporés dans les barrières, il faut reporter le point de sortie vers un endroit accessible, en utilisant un tuyau flexible.
Si c’est impossible, il faut prévoir un système dans lequel l’entrée et la sortie de la purge se font dans la même barrière.
La Figure 6 donne les temps nécessaires pour réduire la teneur en oxygène en dessous de 1 %, avec des vessies gonflables.
Bien qu’un taux d’oxygène résiduel de 1 % soit une valeur acceptable pour des matériaux tels que les aciers inoxydables.

Fig.6. Durée nécessaire pour réduire la teneur en oxygène en-dessous de 1 %.
Un niveau aussi bas que 20 ppm peut être nécessaire quand on soude des alliages plus sensibles, de titane ou d’autres matériaux réactifs.
Processus de protection gazeuse de la soudure
Une fois que la qualité du gaz dans le volume confiné a atteint le niveau souhaité, le débit de gaz peut descendre à 5 litres/minutes lors de l’opération de soudage.
D’une façon plus pratique, on doit tout juste « sentir » le flux de gaz au point de sortie.
Un flux excessif peut entraîner une surpression à l’intérieur de la tubulure et créer une forme concave dans la racine de la soudure, avec, dans les cas extrêmes, une éjection de toute la partie en fusion.
Afin de réduire les fuites des joints non parfaitement soudés, un flux supérieur peut être nécessaire, pour éviter les contaminations. Vers la fin du processus de soudage, néanmoins, comme le joint devient définitivement étanche, il faut réduire le flux de gaz pour éviter toute surpression.
Tableau 1: Durées d’inertage selon le diamètre des tubulures et du débit de gaz

Titre: Durées de mise en place de l’inertage pour de la soudure à l’arc électrode de tungstène/gaz sur tube acier
Diamètre du tube - Débit de gaz - Durée de purge - Diamètre de l’évent
Note : Les durées de la mise en place de l’inertage et les débits sont ceux nécessaires pour ramener le taux d’oxygène à 1 % ou moins, sur la base d’une longueur de 300 mm entre barrières.
Si la longueur est supérieure à 300 mm, accroître la duré en proportion.Une fois la durée de purge écoulée, réduire le débit afin de maintenir une pression légèrement positive pendant le soudage.
Text d’origine Gas purging Optimizes Root Welds Traduit par P. Dubosc - Fév 2014.
Pour plus d’information, contacter:
Clémence RETEL,
Gérante HFT® France - France Inertage
Tel:+33 (0) 6 52 84 28 39
Fax:+44 (0) 1 554 836 837
[email protected]
www.huntingdonfusion.com

Par: Clémence HFT France