Bonjour à tous,
Voici les variables essentielles, supplémentaires et non essentielles indiquées dans l'ASME IX 2011 QW-257 pour le procédé PLASMA / PAW / 15
Cette notion de distance torche tuyère (tube contact dans la norme EN ISO 15609-1) / pièce n'existe pas selon l'ASME IX
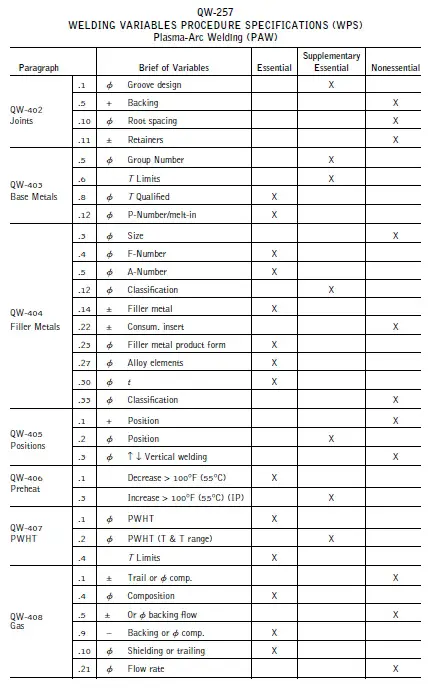
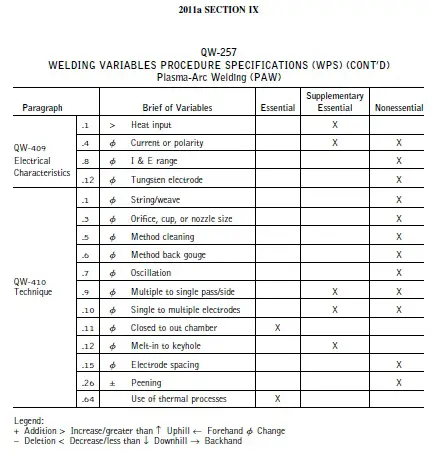
QW-410.1 For manual or semiautomatic welding, a change from the stringer bead technique to the weave bead technique, or vice versa.
QW-410.3 A change in the orifice, cup, or nozzle size.
QW-410.5 A change in the method of initial and interpass cleaning (brushing, grinding, etc.).
QW-410.6 A change in the method of back gouging.
QW-410.7 For the machine or automatic welding process,a change of more than ±10% in width, frequency, or dwell time of oscillation technique.
QW-410.9 A change from multipass per side to single pass per side. This variable does not apply when a WPS is qualified with a PWHT above the upper transformation temperature or when an austenitic or P-No. 10H material is solution annealed after welding.
QW-410.10 A change from single electrode to multiple electrode, or vice versa, for machine or automatic welding only. This variable does not apply when a WPS is qualifiedwith a PWHT above the upper transformation temperature or when an austenitic or P-No. 10H material is solution annealed after welding.
QW-410.12 A change from the melt-in technique to the keyhole technique of welding, or vice versa, or the inclusion of both techniques though each has been individually
qualified.
QW-410.15 A change in the spacing of multiple electrodes for machine or automatic welding.
QW-410.26 The addition or deletion of peening.
Cordialement,