Bonjour,
La nuance S420MC (1.0980) selon NF EN 10149-2 est un acier à Haute Limite Elastique Soudable (HLES) et laminage thermomécanique pour formage à froid. C’est un acier faiblement allié à faible teneur en carbone, qui se caractérise par une valeur minimale garantie de sa limite d’élasticité et une structure métallurgique à grains fins.
Caractéristiques mécaniques :
Re > 420 N/mm2
Rm = 480 à 620 N/mm2
Allongement > 19%
Résiliences KV > 40 Joules à -20° C
Analyse chimique :
C < 0,12%
Mn < 1,6%
S < 0,015%
P < 0,025%
Si < 0,5%
Ti < 0,15%
V < 0,20%
Nb < 0,090%
Al > 0,015%
La somme des teneurs en Nb, V et Ti doit être < 0,22%
Sa soudabilité est bonne avec tous les procédés de soudage à l'arc selon toutes les documentations commerciales des aciéristes.
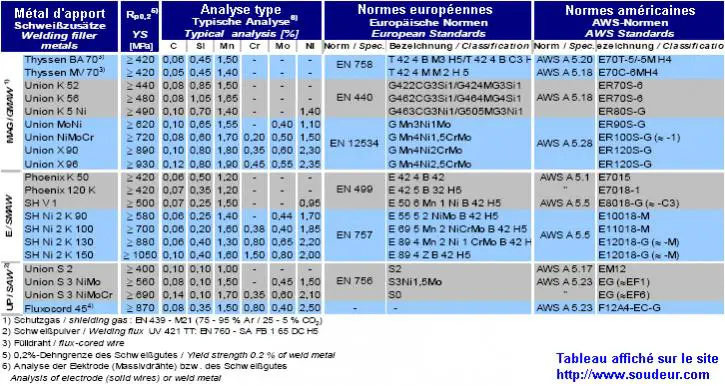
Le choix du métal d'apport se fera selon les caractéristiques mécaniques et chimiques définis ci-dessus.
MAG fil plein = ESAB OK AUTROD 12.51 ou FILARC PZ6000S ou ELGAMATIC 100 ou OERLIKON SPOOLCORD 21
MAG fil fourré = ESAB OK TUBROD 15.00 ou FILARC PZ6103 ou DWA 50 ou DWA55E ou OERLIKON FLUXOFIL 12
ARC E.E. = ESAB OK 48.00 ou FILARC 88 S ou ELGA P 48 S ou ELGA MAXETA 22 ou OERLIKON SUPERCORD
Le préchauffage avant soudage est limité à 150° C
La température entre passes est vérifiée et limitée à 150° C
L'énergie de soudage est contrôlée et limitée à 20 KJ
Il faut recuire les passes de finition en partant du métal de base vers le centre de la soudure pour assurer des duretés sous cordon en dernières passes correctes.
Le traitement thermique de détensionnement après soudage n'est pas recommandé et doit être limité à 580° C maxi pendant moins de 60 minutes pour garder toutes ses propriétés mécaniques initiales.
En échange de nos services, nous vous demandons de bien vouloir publier votre rapport sur notre site web et de nous indiquer la note obtenue à l'examen.
Merci de votre attention.
Toutes les informations ci-dessus sont données à titre indicatif.
Elles ne peuvent engagées d'aucune manière la responsabilité du site et/ou de son auteur.
Cordialement,