Bonjour,
Presque tous les postes semi-automatiques MIG MAG possèdent un postgaz non réglable, de la valeur d'une seconde à peu près.
La fonction postgaz sert à protéger le cordon en fin de soudure, de l'oxydation de l'air ambiant.
Quelquefois ce réglage est possible à l'intérieur du générateur, sur une temporisation, très simplement, à l'aide d'un tournevis.
Sur certains postes pro de dernière génération, il existe une fonction postgaz réglable (en secondes) en façade.
Tout à fait comme sur un poste TIG.
Sur les plus évolués de ces postes on trouvera l'équivalent complet d'un cycle de réglage TIG.
Avec dans l'ordre :
- Un prégaz
- Un réglage de départ chaud (hot start). Pour un cordon bien mouillé dès l'amorçage.
- Un temps de descente vers le réglage normal de soudage.
- Réglage vitesse de fil et tension indépendants en mode manuel. Vitesse de fil et ajustage de la tension en mode synergique. Vitesse de fil et hauteur d'arc en mode pulsé.
- Un évanouissement pour le remplissage de cratère (crater filler).
- Un postgaz
Viendront s'y adjoindre éventuellement :
- Une temporisation de mode pulsé
- Un réglage de fil sorti en fin de soudage (burn back)
- Un réglage de self d'amortissement
...
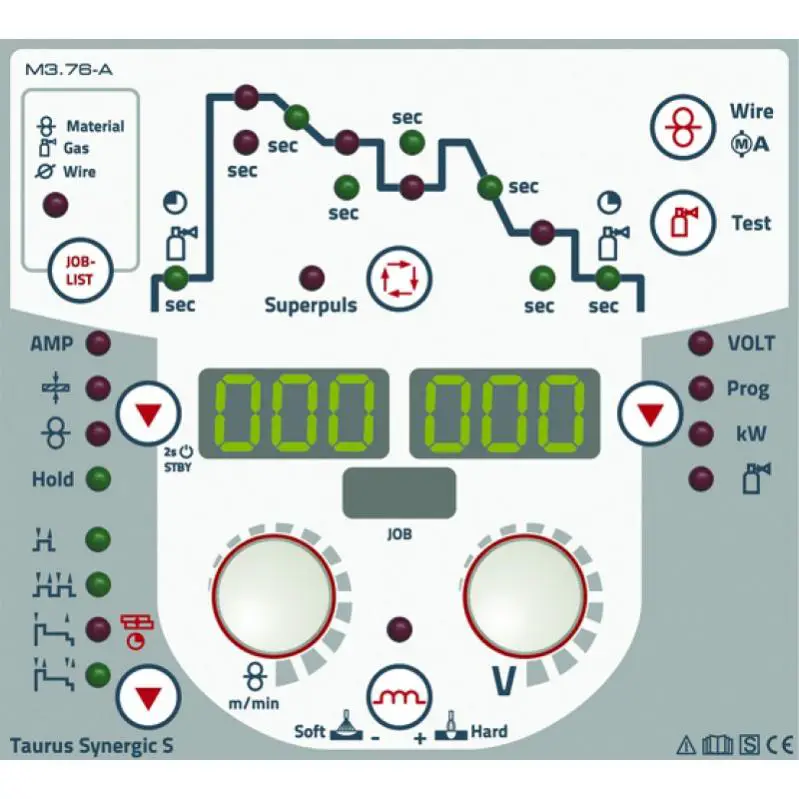
Comme sur ce poste semi-auto EWM :
Cordialement,