Cet article technique précise les principaux défauts de soudure rencontrés, les causes possibles et les remèdes.
L'article technique est constitué à partir de la documentation technique et commerciale de Huntington Ingalls Industries
1. Les principaux défauts de soudage
| FISSURE CRACK |
 |
| Cause possible : Manque de préchauffage ou température inadaptée Contaminants à faible point de fusion Refroidissement de la soudure trop rapide Choix du métal d'apport inadapté Le rapport largeur / profondeur du cordon est trop faible |
| Remède et correction : Préchauffer la pièce avant soudage Nettoyer soigneusement la pièce avant soudage Augmenter le temps de refroidissement Utiliser le bon métal d'apport Limiter les contraintes internes |
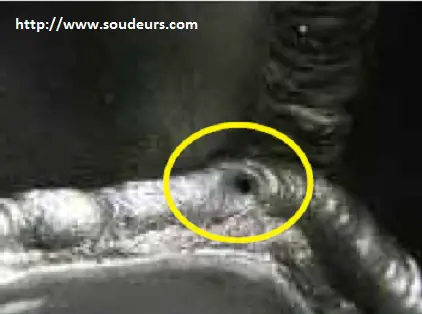
| CRATÈRE DE TERMINAISON CRATER PIT |
 |
| Cause possible : Mauvais évanouissement de l'arc Pente d'évanouissement trop faible |
| Remède et correction : Augmenter la pente d'évanouissement en fin de soudage Appuyer plusieurs fois sur la gâchette pour assurer la fermeture du cratère |
| SOUFFLURE / PIQÛRE POROSITY |
 |
| Cause possible : Contaminant sur la surface des pièces (huile, graisse, peinture, humidité,...) Inclinaison de torche inadaptée Humidité dans l'enrobage de l'électrode ou fil Débit de gaz inadapté Diamètre de buse de soudage inadapté Courant d'air dans la zone de soudage |
| Remède et correction : Nettoyer correctement la surface du joint Étuver les produits d'apport avec enrobage basique Vérifier l'inclinaison de la torche Vérifier le débit de gaz et le diamètre de la buse de soudage Placer des paravents dans la zone de soudage |
| IRRÉGULARITÉS ROUGHNESS |
 |
| Cause possible : Vitesse de soudage inadaptée Tension de soudage trop faible Longueur de fil libre inadaptée |
| Remède et correction : Réaliser un léger balayage de la passe Diminuer la vitesse de soudage Augmenter la tension de soudage Régler la hauteur de stick-out |
| DÉBORDEMENT OVERLAP |
 |
| Cause possible : Vitesse de soudage trop lente Tension de soudage trop faible Longueur de fil libre inadapté |
| Remède et correction : Augmenter la vitesse de soudage Augmenter la tension de soudage Régler la hauteur de stick-out |
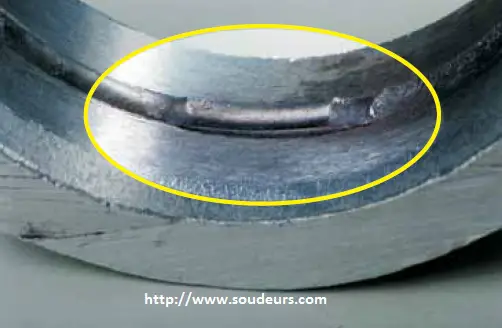
| MANQUE DE PÉNÉTRATION INCOMPLETE PENETRATION |
 |
| Cause possible : Paramètres de soudage incorrect Intensité de soudage trop faible Tension de soudage trop forte Préparation de joint incorrecte Vitesse de soudage trop rapide Vitesse de soudage trop lente |
| Remède et correction : Augmenter l'intensité de soudage Diminuer la tension de soudage Souder à une vitesse correcte Changer la préparation du joint |
| MANQUE DE FUSION INCOMPLETE FUSION |
 |
| Cause possible : Paramètres de soudage incorrect Intensité de soudage trop faible Tension de soudage trop faible Préparation de joint incorrecte Vitesse de soudage trop rapide Dénivellation trop importante |
| Remède et correction : Augmenter l'intensité de soudage Augmenter la tension de soudage Souder à une vitesse correcte Changer la préparation du joint |
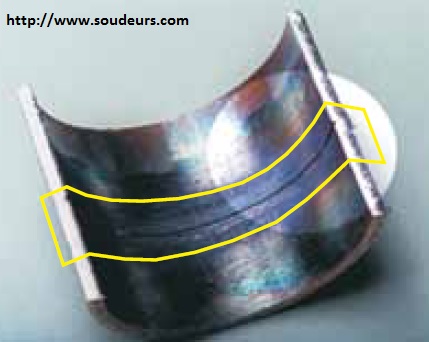
| ROCHAGE DE LA PÉNÉTRATION OXYDATION |
 |
| Cause possible : Absence de protection gazeuse inerte à l'envers du joint Mauvaise qualité de la protection envers |
| Remède et correction : Assurer une bonne protection gazeuse envers |
| GORGE DE SOUDURE D'ANGLE CONCAVE CONCAVE FILLET WELD |
 |
| Cause possible : Paramètres de soudage incorrect Tension de soudage trop forte Vitesse de soudage trop rapide Angle d'inclinaison de torche inadapté Apport de métal trop faible |
| Remède et correction : Diminuer la tension de soudage Souder à une vitesse correcte Nourrir en fil le bain de fusion |
| GORGE DE SOUDURE D'ANGLE CONVEXE CONVEX FILLET WELD |
 |
| Cause possible : Paramètres de soudage incorrect Tension de soudage trop faible Vitesse de soudage trop lente Angle d'inclinaison de torche inadapté |
| Remède et correction : Augmenter la tension de soudage Maintenir une longueur de fil libre / stick-out adapté Souder à une vitesse plus rapide |
| SOUS ÉPAISSEUR UNDERFILL |
 |
| Cause possible : Paramètres de soudage incorrect Tension de soudage trop forte Vitesse de soudage trop rapide Angle d'inclinaison de torche inadapté Apport de métal trop faible |
| Remède et correction : Diminuer la tension de soudage Souder à une vitesse correcte Nourrir le bain de fusion avec du métal d'apport |
| DÉFAUT D'ALIGNEMENT (des pièces) OFFSET |
 |
| Cause possible : Tôle mal accostée |
| Remède et correction : Assurer un alignement parfait des pièces lors du pointage |
| PROJECTIONS MÉTALLIQUES SPATTER |
 |
| Cause possible : Présence de contaminants sur la surface de la pièce Réglage de la tension inadapté Inclinaison de la torche inadaptée lors du soudage Soufflage magnétique de l'arc |
| Remède et correction : Nettoyer correctement la surface du joint Ajuster le réglage de la tension Ajuster l'inclinaison de la torche Vérifier l'aimantation de la pièce |
| AMORÇAGE D'ARC ARC STRIKES |
 |
| Cause possible : Connecteur de masse défectueux Câble de masse endommagé Contact intempestif de l'électrode sur la pièce |
| Remède et correction : Vérifier l'état du matériel avant utilisation Soyez vigilant lors du déplacement de la pince électrode |
| COUP DE MEULE / CHOC OTHER FABRICATION SCARS |
 |
| Cause possible : Coup de meule intempestif Coup d'outil involontaire |
| Remède et correction : Soyez vigilant lors de l'utilisation d'un outil |
2 - Lien de la source de cet article
Cet article technique est constitué à partir de la documentation technique et commerciale de la société Huntington Ingalls Industries
http://huntingtoningalls.com/
3 - Quelques liens Internet utiles
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
5 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN