Cet article technique décrit en images le raboutage bout à bout par soudage MAG semi-auto d'une tôle de 2 mm d'épaisseur en acier carbone non allié S235JR position à plat (position codifiée PA ou 1G) en monopasse d'un seul côté avec le procédé codifié 135 (MAG SEMI-AUTO) avec fil plein massif sous gaz actif argon + CO2.
1 - Introduction
Les photographies et la mise en page de cet article technique sur le site sont réalisées par le site http://www.soudeurs.com
La codification européenne de l'assemblage est 135-P-BW-ss,nb-2-PA-Gr.1.1
2 - Préparation de la tôle d'acier ép. 2 mm bout à bout en bord droit
[*]Vérification de la traçabilité de la tôle d'acier carbone-manganèse (nuance S235JR épaisseur 2 mm)
[*]Cisaillage à la guillotine des manchettes de tôle
[*]Ébavurage des arêtes et bords de coupe
[*]Blanchiment par meulage des faces endroit et envers des surfaces adjacentes et bords de tôle
3 - Présentation des tôles cisaillées avant pointage
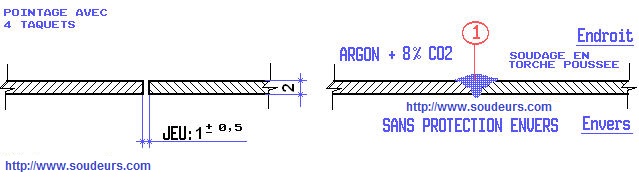
Un jeu entre les tôles de 1 mm environ après pointage est appliqué pour assurer la pénétration du cordon par effondrement.
Il n'y a pas de préparation particulière des bords.

4 - Pointage des tôles avant soudage
[*]Les tôles sont positionnées avec des renforts (ou cavaliers ou pontets) placés du côté opposé à la passe de soudure
[*]Les renforts sont échancrés au droit du cordon de pénétration de soudure
[*]Les points sont réalisés en dehors du joint à souder
[*]Les points sont réalisés du côté opposé à la passe de soudure
[*]Longueur des points de soudure de 15 à 25 mm
[TABLE]


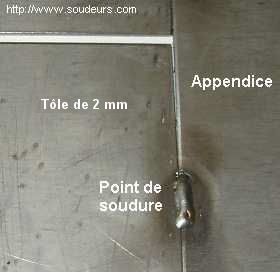
5 - Préparation et pointage des appendices ou martyres
[TABLE]
[*]Découpage des appendices ou martyres
[*]Ébavurage des bords des pièces
[*]Blanchiment par meulage des bords
[*]Pointage des appendices en bouts de tôles
6 - Réalisation de la passe de soudure
Le soudage est réalisé en position à plat (PA selon la norme européenne ou 1G selon la norme américaine ou canadienne) à partir de l'appendice de démarrage.
Le soudage est réalisé en torche droite sens poussée.
Le gaz de protection est un gaz binaire 92% d'argon et 8% de CO2 (Arcal 21).
Le débit de gaz Arcal 21 à la buse de la torche Ø 16 mm est de 17 à 20 litres / minute. (vérifier avec un rotamètre à bille de poche en sortie de buse)
Le fil d'apport en acier de nuance ER 70 S6 ou G3 Si 1 est d'un diamètre de Ø 1,0 mm.
Le soudage est réalisé en transfert par court-circuit (short-arc).
La self d'amortissement est réglée à son maximum pour réduire les projections.
Le réglage de la tension est réalisé par le bouton grande gamme sur la position A et le bouton petite gamme sur la position 2.
Le stick-out ou longueur de fil libre à la torche est de l'ordre de 10 à 12 mm.
La fourchette d'intensité est de 80 à 90 Ampères
La fourchette de tension de soudage est de 18 à 19 Volts
La vitesse de dévidage de fil est de 2,5 à 3 mètres / minute
La vitesse de soudage la plus régulière possible est de l'ordre de 30 à 35 cm / minute
Ce type de soudure exige une grande dextérité de la part du soudeur pour réussir correctement la pénétration.
[TABLE]