Cet article décrit succinctement les différentes phases pour souder un tube Ø 60,3 x 11 mm (tube haute pression Schedule XXS) en acier inoxydable 1.4307 ou X2CrNi18.10 en TIG manuel en courant continu en pénétration type codifé T-BW-ss,nb selon la norme européenne de qualification du personnel soudeur sur acier intitulée NF EN 287-1 : 2011.
1 - Introduction
Cet article technique et dossier photographique est créé par l'équipe du site technique Soudeur.com.
Nous rappelons à nos lecteurs que toutes les images photographiques sont la propriété du site Soudeur.com et de ses auteurs.
Cet article n'a pas la prétention de répondre à toutes vos questions et attentes, toutefois son but est de vous apporter une aide efficace dans la mise en oeuvre de la technique de soudage d'un tube fixe en position. Vous avez tout latitude pour compléter ou commenter cet article dans le cadre intitulé Vos commentaires en bas de page.
2 - Découpe des manchettes de tubes en inox avec la scie à ruban
|
[*]Découpe des manchettes de tubes à l'aide d'une scie à ruban [*]La dimension des manchettes de tubes doit être de 150 mm minimum pour un essai de qualification de soudeur selon la norme NF EN 287-1 : 2011 |
 |
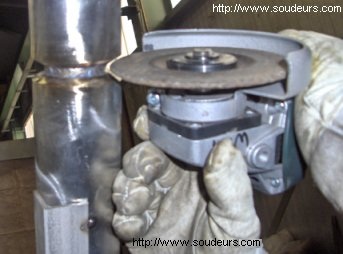
3 - Chanfreinage des manchettes de tubes en inox avec la meuleuse d'angle
 |
[*]Chanfreinage par meulage à l'aide d'une meuleuse d'angle équipé d'un disque à meuler puis d'un disque à lamelle [*]L'angle d'ouverture de chaque chanfrein est de 30° à 37,5° soit une ouverture totale de 60 à 75° [*]Un soin particulier doit être apporté à la régularité du meulage du chanfrein [*]Un usinage mécanique peut remplacer avantageusement la préparation manuelle à la meule. |
4 - Contrôle du chanfreinage des manchettes de tubes en inox
|
[*]Vérification de la régularité d'ouverture du chanfrein de chaque manchette [*]Vérification de l'angle d'ouverture avec un rapporteur d'angle |
 |
5 - Mise en place de la protection gazeuse envers ou inertage
 |
[*]Une protection gazeuse inerte de gaz argon ou de gaz azote est mise en place à l'intérieur du tube par un boyau et un diffuseur en alliage fritté en extrémité du boyau. Le débit de gaz est compris entre 10 et 15 litres / minute selon le volume à remplir et la surface de fuite. |
6 - Réglage des paramètres électriques du poste de soudage DC
|
[*]Pour les postes de soudage AC / DC, le sélecteur du type de courant est positionné sur DC (courant continu) [*]L'intensité de courant est réglée sur 85 ampères. [*]Le débit de gaz argon à la torche est réglé à 10 litres / minute environ. |
 |
7 - Dégraissage soigné des manchettes de tubes en inox
 |
[*]Un dégraissage soigné avec un solvant volatil type acétone de l'extérieur et l'intérieur du tube est fortement recommandé pour éliminer toute trace d'huile, de peinture, de contaminant, de poussières. |
8 - Pointage des manchettes de tubes inoxydables
|
[*]Réglage de l'alignement des génératrices des manchettes de tubes avec un vé de mécanicien ou une cornière adaptée ainsi que le jeu entre talon de 3,5 mm à 5 mm.. [*]Pointage des deux manchettes de tubes pour solidariser les manchettes de tubes avec trois points dans le joint ou comme sur la photographie avec un plat pointé sur la génératrice du tube. Dans ce cas, un ressuage sera réalisé après élimination des points. [*]L'électrode de tungstène (au lanthane à 1,5% ou thoriée à 2%) est de Ø 2,4 mm. [*]Le métal d'apport en baguette dressée est de nuance W 19. 9 L ou ER 308 L de Ø 2,0 mm |
 |
9 - Réalisation du soudage de la passe de pénétration
 |
[*]Dans le cadre d'une qualification de soudeur selon NF EN 287-1 / 2004 le tube est fixe et est placé à 45°par rapport à l'horizontale. [*]Cette position de soudage est codifiée H-L045 selon la norme européenne et elle autorise le plus grand domaine de validité des positions fondamentales de soudage. [*]L'intensité de soudage en première passe est de 85 ampères environ. [*]La tension de soudage est comprise entre 13 et 14 volts. |
10 - Contrôle visuel de l'aspect de la passe de pénétration
|
[*]Un contrôle visuel par l'ouverture du chanfrein à l'aide d'une lampe stylo permet de vérifier l'aspect du cordon interne de pénétration et la qualité de l'inertage interne. [*]Ce contrôle visuel est réalisé au fur et à mesure de la progression du soudage sur la circonférence du joint jusqu'à la fermeture du joint. |
 |
11 - Meulage des arrêts de soudage de la passe de pénétration
 |
[*]Lorsque les points de soudure du pointage sont dans le joint, il est conseillé d'éliminer les points par meulage lors du soudage. [*]Les arrêts de soudage sont profilés en sifflet pour assurer une bonne refusion des reprises. [*]ATTENTION : Un temps d'attente est nécessaire pour que l'inertage envers élimine toute entrée d'air dans la capacité par la meule en rotation (risque évident de rochage à la reprise du soudage). |
12 - Profilage des arrêts de soudage avant bouclage de la passe de pénétration
|
[*]Les arrêts de soudage sont profilés en sifflet pour assurer une bonne refusion des reprises et du bouclage de la soudure. [*]Un temps d'attente est nécessaire pour que l'inertage envers élimine toute entrée d'air à l'intérieur du tube par la meule. |
 |
13 - Contrôle visuel de l'aspect externe de la passe de pénétration
 |
[*]Lorsque le premier cordon de soudure est terminé, un contrôle visuel de l'aspect externe de la soudure est réalisé sur la circonférence totale du joint. [*]Un brossage de la soudure avec une brosse à fils métalliques inox est réalisé sur la totalité du joint avant remplissage. |
14 - Réalisation de la deuxième passe de soudure
|
[*]Après refroidissement du tube à une température interpasse inférieure à 150° Celsius, la deuxième passe est réalisée à 110 ampères et 15 volts avec du fil de Ø 2,0 mm. [*]Lorsque le deuxième cordon de soudure est terminé, un contrôle visuel de l'aspect externe de la soudure est réalisé sur toute la circonférence du joint. [*]Un brossage de la soudure avec une brosse à fils métalliques inox est réalisé sur la totalité du joint avant remplissage. |
 |
15 - Réalisation des passes de remplissage
 |
[*]Après refroidissement du tube à une température interpasse inférieure à 150° Celsius, les passes de remplissage sont réalisées à 150 ampères et 17 volts avec du fil de Ø 2,40 mm en nuance W 19.9.L ou ER 308 L. [*]Un étrier est placé et pointé sur la génératrice supérieure du tube pour contre-carrer la déformation du tube. [*]Lorsque le cordon de soudure est terminé, un contrôle visuel de l'aspect externe de la soudure est réalisé sur toute la circonférence du joint. [*]Chaque passe est brossée avec une brosse métallique à poils inox. |
16 - Réalisation des passes de finition
|
[*]Après refroidissement du tube à une température interpasse inférieure à 150° Celsius, les passes de finition ou d'aspect sont réalisées à 120 ampères et 15 volts avec du fil de Ø 2,0 mm en nuance W 19.9.L ou ER 308 L. [*]Lorsque le cordon de soudure est terminé, un contrôle visuel de l'aspect externe de la soudure est réalisé sur toute la circonférence du joint. [*]Un brossage de la soudure avec une brosse à fils métalliques inox est réalisé sur la totalité du joint avant remplissage. |
 |
17 - Brossage final de la soudure et contrôle visuel
 |
[*]Un brossage de la soudure avec une brosse à fils métalliques inox est réalisé sur la totalité du joint [*]Lorsque la soudure est terminée, un contrôle visuel de l'aspect externe des cordons est réalisé sur toute la circonférence du joint pour déceler d'éventuels défauts de forme ou des défauts de compacité débouchants (piqûre). |
18 - Remerciements
Nous tenons à remercier les collaborateurs de la société de chaudronnerie et de tuyauterie C.M.T.I. à VALOGNES - 50700 - FRANCE pour le concours et l'aide précieuse apportés à la réalisation de ce reportage photographique.
Vous pouvez visiter le site web de cette société : http://www.cmti-valognes.fr
19 - Quelques liens Internet utiles sur le site
Cliquez sur la ligne de votre choix pour lire dans une nouvelle fenêtre de l'article technique :
20 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN