Bonjour à tous,
J'ai une problématique de qualité de soudage sur un assemblage hétérogène de bouchons.
Parfois, durant le soudage ou ensuite (en utilisation), on observe des fissurations dans la zone fondue.
J'ai pas mal d'infos sur le sujet que voici ci-dessous:
Assemblage X6CrNiTi18-10 sur 17NCD6 soudé au 309MoL.
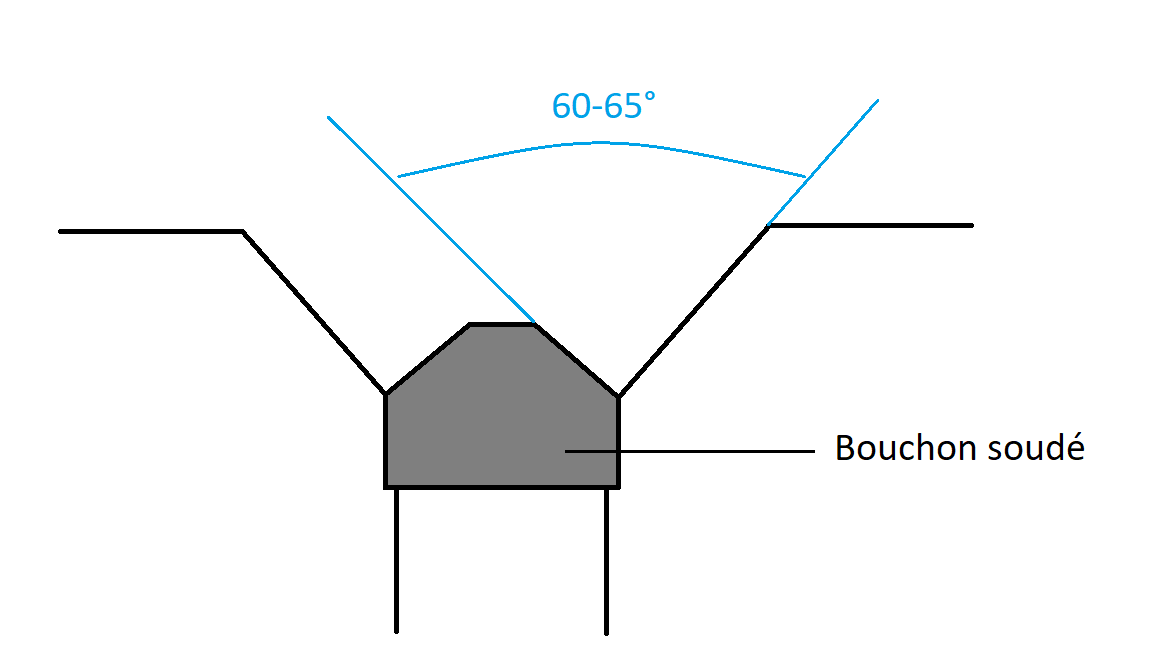
Voici un schéma de l'assemblage, je précise que le bouchon est monté plaqué sur l'épaulement.
Les diamètres des bouchons sont variables, de 8mm à 22mm, les problèmes ne sont rencontrés que sur les plus grands diamètres (16 à 22mm).
La pièce dans laquelle est soudée le bouchon est un châssis, donc massif.
Il est à noter que la composition de ce châssis peut parfois varier, notamment (sinon, ce n'est pas drôle) en soufre et phosphore.
Les paramètres de soudage sont du fil en 2mm, 150-160A (à la pédale...), pour une tension de 13-14V (trop basse à mon avis, on a des soucis de péné/collage parfois), préchauffage 170°C, T°C interpasse 250°C.
Enfin, après soudage, la pièce est cementée 24h à 1050°, puis subit un trempé/revenu.
Le retour des soudeurs est que:
1) ils sont obligés de faire leur passe en une fois, sinon, ça fissure
2) même malgré ça, ils entendent le métal claquer après soudage
La première chose à laquelle j'ai bien évidemment pensé est: "pourquoi des bouchons en inox?"
La réponse est que la pièce est soumise à énormément de vibrations et après essais (les essais ont 20-30 ans), les bouchons en matériau homogène au châssis fissurent après un certain nombre d'heures de fonctionnement.
L'explication est que la métallurgie du soudage du bouchon est trop fragile pour gérer les sollicitations en fatigue alors que l'inox l'est moins.
Il y a aussi des efforts à faire au niveau de la soudabilité opératoire, mais ça, pas de soucis (suppression des stries et meilleur nettoyage autour du joint, et je me demande si l'usinage du bouchon pour avoir un chanfrein en V est vraiment utile... etc).
C'est surtout au niveau métallurgique que je me pose des questions, car au vu de l'assemblage, ce n'est pas une seule cause qui pourrait induire une fissuration...
J'étais par exemple en train de lire les problématiques de fissuration des inox stabilisés en relaxation et leur éventuelle relation avec de l'écrouissage (suite au fait que le bouchon soit en contact sur l'épaulement et que coeff dil inox > coeff dil acier) : /.
Je cherche donc à améliorer la qualité de cet assemblage pour éviter tout fissuration à l'avenir, et absorber les variations de composition de l'acier (aucun souci pour l'inox, il est livré en barres et c'est de la bonne qualité).
La première solution qui m'est venue avec mes gros sabots est bien évidemment de souder à la base nickel.
Le problème, comme d'habitude, c'est le coût...
Sans compter que vu la géométrie des joints et le coût opératoire, le beurrage est totalement hors de question.
Voilà, je sollicite donc votre aide, si vous avez une solution, je suis tout à fait preneur!
L'idée est vraiment d'avoir une méthodologie reproductible qui soit suffisamment conservative pour que ces assemblages soudés soient conformes indépendamment des qualités variables de l'acier.
Merci beaucoup! :)